
发布日期:2022-10-09 点击率:124 品牌:研华_Advantech
摘要:本文介绍了使用工控机、富士变频器来实现炼焦监控及煤气输送系统中的变频调速的监控方案,分析了该系统的主要组成部分及特性。
关键词:变频器、PID控制、运行策略、组态软件。
0 引言
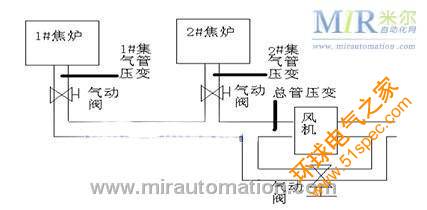
徐钢焦化分厂炼焦监控及煤气输送系统要求两个炼焦炉压力最好在90正负30Pa,并且需要动态保存大量数据,以备分析。因两个焦炉集气管压力由两个气动阀调节开度及总管压力共同作用控制,总管压力由富士变频器调速控制,两个焦炉集气管与煤气总管呈F型,若采用手动调节控制压力和流量,不仅繁琐,而且误差较大,并造成能源浪费,系统老化加快。计算机技术的飞速发展,为工业自动化开辟了广阔的发展空间,用户可以方便快捷地组建优质高效的监控系统,并且通过采用远程监控及诊断、双机热备等先进技术,使系统更加安全可靠,本系统采用工控机、变频器和组态软件等组成恒压炼焦监控及煤气输送系统控制方案,实现了对系统的自动监控,达到了该系统的需要,并实现了良好的节能效果。
1 技术方案
原系统总管压力采用大循环系统控制,煤气重复冷却,冷却系统的能力影响了焦炉的产量,现将总管压力采用富士变频器调节控制风机转速,不仅提高了产量,而且节约了能源,在工控机与变频器的连接方面原打算使用变频器的485接口通过485-COM转换模板,这样可以监控变频器更多的参数,可是在调试过程中,组态画面中变频器的状态显示总是不正常,而变频器也常出现通讯中断报警,估计是昆仑通态MCGS5.1的硬件驱动或协议不兼容所致,为了可靠选用了与气动阀执行机构同样的模式,使用模拟量I/O板与工控机连接。
2 硬件配置
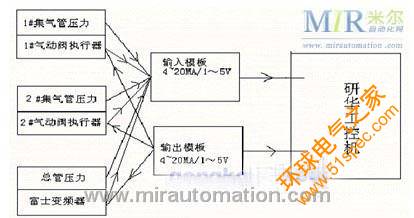
系统采用1台研华工控机、2块AI模板(康拓-IPC5488),1块AO模板(康拓-IPC5486D),1台富士变频器,气动阀2个,压力变送器3个,温度变送器若干(因只作为监视用,就不作详细介绍了)。监控软件采用昆仑通态MCGS5.1。调节系统如图1所示,电气控制原理框图如图2所示。
3 连接
研华工控机有6组PCI扩展槽。两组通过康拓-IPC5488与AI转换模板通讯,每块AI模板可接入16路4~20MA模拟信号,用于压力和气动阀阀位,温度及变频器频率反馈连接.一组通过康拓-IPC5486D与AO转换模板通讯, 每块AO模板可接出4路4~20MA模拟信号.用于阀位及变频器速度给定。我们在MCGS中将其在设备管理窗口完成登记,添加到设备窗口并设置设备构件的基本属性,最后 建立设备通道和实时数据库之间的连接。
4 变频器选择及应用说明
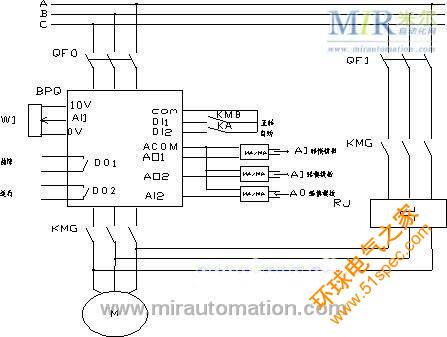
因原风机流量采用大循环调节,在加煤及加氨阶段大循环开度很小,要满足风机在各中工况下,不同转速的要求,需选用于电机功率相符的变频器,目前,市场上变频器种类很多,一般来说,国外产品其元件及性能应较好,因该厂以前使用过富士变频器,对其参数比较熟悉,有一定的维护经验,对以后的维护有利,最后选择了日本富士G11-132KW变频器。为保证系统的可靠性,变频器采用工频/变频两种工作方式,速度给定同样使用上位机自动控制/现场手动控制两种方式,风机主回路及变频器接线图如图3所示
5 程序设计
5.1 人机界面
组态软件采用昆仑通态公司MCGS5.5,系统共有“主界面”、“报警”、“报表”、“压力曲线”、“自动控制”、“参数设定”7个界面。我们根据实际的工艺进行了以窗口为单位来构造用户运行系统的图形界面组态,并利用该软件强大的图库,制作了精美的工艺模拟窗口.“主界面”用于模拟显示现场状态,“报警”界面用于显示系统中报警,“报表”界面用于保存、打印报表,“压力曲线”用于显示系统实时、历史压力变化“自动控制”用柱状指示显示系统实时压力变化,控制参数输出计算值,“参数设置”用于设置、选择系统参数。
5.2 MCGS特性介绍
MCGS全中文工业自动化控制组态软件(以下简称MCGS工控组态软件或MCGS)为用户建立全新的过程测控系统提供了一整套解决方案。MCGS工控组态软件是一套32位工控组态软件,可稳定运行于Windows95/98/NT操作系统,集动画显示、流程控制、数据采集、设备控制与输出、网络数据传输、双机热备、工程报表、数据与曲线等诸多强大功能于一身,并支持国内外众多数据采集与输出设备,广泛应用于石油、电力、化工、钢铁、矿山、冶金、机械、纺织、航天、建筑、材料、制冷、交通、通讯、食品、制造与加工业、水处理、环保、智能楼宇、实验室等多种工程领域。
5.3 PID控制及运行策略设计
昆仑通态提供了PID运算指令及运行策略的组态。使用时用运行策略来完成和实现对系统运行流程的自由控制,使系统能够按照设定的顺序和条件来操作实时数据库、控制用户窗口的显示、关闭和设备构件的工作状态,从而做到对对象工作过程的精确控制。因为现场工艺情况非常复杂,我们策略运行及PID相结合的方法,将压力设为多个等级,每个等级使用不同的P值,这虽然增加了调试的难度,但是经过我们多次的调试,效果是可喜的,在焦炉加煤和喷氨时,两个集气管的压力波动范围大幅减小,即使超出范围也能在很短的时间内恢复到正常值.现以1集气管与1气动阀开度控制策略为例,加以演示:
IF PV1>=60 AND PV1<120 THEN
OP1自=OP1自0
ENDIF
/1压力在正常范围内时/
IF PV1>=120 THEN
IF PV1>PV1OLD THEN
OP1自=OP1自0+G10*(PV1-SV1)
ELSE
OP1自=OP1自0+G1*(PV1-SV1+CC)
ENDIF
ENDIF
IF PV1<60 THEN
IF PV1OP1自=OP1自0+G10*(PV1-SV1)
ELSE
OP1自=OP1自0+G1*(PV1-SV1-CC)
ENDIF
ENDIF
IF OP2自>=85 AND PV1A>=150 AND PV1AOLD>=150 AND PV1<=50 AND PV1OLD
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV

型号:AFB1224SH
价格:面议
库存:1000
订货号:AFB1224SH

型号:迈肯思K450N工控机箱
价格:面议
库存:10
订货号:1

型号:20809532
价格:面议
库存:10
订货号:20809532
型号:14575247
价格:面议
库存:10
订货号:14575247
型号:M6219669
价格:面议
库存:10
订货号:M6219669
型号:20848491
价格:面议
库存:10
订货号:20848491


