
发布日期:2022-05-12 点击率:144
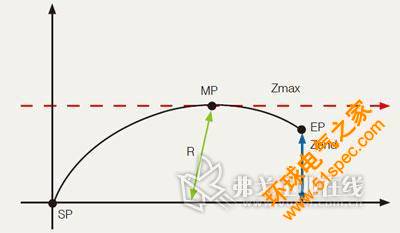
图1 该曲线在ACOPOSmulti驱动系统中根据设定点完成中间的曲线自动生成,一方面确保高速,另一方面确保机械冲击小的平滑过渡
B&R的CNC系统基于通用的工业PC,并通过一个100Mbps的实时以太网Ethernet POWERlink来设计,运行SoftCNC软件系统,并可运行通用的软件系统与CNC系统进行数据交互,实现开放的软件互联,能够为机器实现更为开放的功能集成,具有非常强的领先性和高可靠性设计。
对于传统的激光切割控制系统而言,通常其采用专用的CNC系统来实现对切割插补的运算处理,而PLC应用于逻辑控制,这是因为传统的PLC是无法运行CNC系统的,它存在以下问题:系统结构复杂,由PC及运行其上的PCI总线嵌入式系统构成;PLC和CNC程序在两个不同的处理器中运行,无法实现同步;系统需要多种总线系统,包括实时控制的内部总线以及用于逻辑和分布式I/O的总线;专用的软件系统,无法使用通用的软件。
B&R的CNC系统则是基于通用的工业PC,并通过一个100Mbps的实时以太网Ethernet POWERlink来设计,运行SoftCNC软件系统,并可运行通用的软件系统与CNC系统进行数据交互,实现开放的软件互联,能够为机器实现更为开放的功能集成。
基本原理介绍
以CO2激光发生器作为加工能源,利用安装在切割机床上移动轴的光学镜片将激光经过多次反射引导至机床的切割头处,激光经过切割头内部的聚焦镜片聚焦之后,将激光光束聚焦成一个直径只有0.15mm左右、能量密度达百万瓦/cm2的高亮度光点。
该光点在瞬间将切割材料加热、熔化,甚至蒸发。配合切割辅助气体的作用将融化的材料吹下,如此当切割头按照加工程序的代码移动时,便在板材上形成割缝,从而完成零件的切割。
关键技术指标与功能设计
1.性能指标
衡量激光切割系统的主要性能指标如下:XY轴加工速度120m/min;加速度10m/s2;切割精度要求为+/-0.1mm。
2.功能设计需求
激光切割的功能设计需求包括了多个方面,这些都包含了激光切割行业的一些特殊的需求,因此也构成了机器本身的软件系统设计重点。
3.激光功率控制
通常激光功率是与时间有一个累加的关系,这意味着当激光聚焦在某一个切割点上时间较长,则会带来非常大的切割能量,从而造成切割量较大,而这又同时与加工速度本身相关,对应于不同的速度;激光器需要提供相应的激光功率,而且系统需要考虑激光功率控制本身的响应延迟,以免出现激光的不足与过量能量累积造成切割的不均匀,对于很多应用于汽车、航空航天、轮船等高精度钣金加工的设备而言,其轮廓精度要求较高,激光功率控制的效果会带来质量的较大差异。
4.辅助气体控制
辅助气体主要作用是为切割助燃,并通过气流吹掉切割面上的熔渍,使得切割表面光滑整洁。需要对气体的压力进行控制:压力过大时,则会造成切割面粗且切缝较宽;压力不足时,则切割面有熔渍且效率较低。
根据不同的切割任务,通常会选用不同的切割辅助气体,控制系统同时控制其气体压力。
5.蛙跳
在连续运行时,轮廓间的定位需要机床频繁起停,占用了机床整个运行时间的30%。因此跳跃式的定位方式要比普通定位方式节省时间3~5倍。大大提高了生产效率。其工作流程如下:关光/关气-切割头抬起-切割头平移-切割头下落-开光/开气。经过该方案设计的流程如下:关光/关气同时切割头抬起-定位完成同时,切割头下降到切割高度-开始切割。
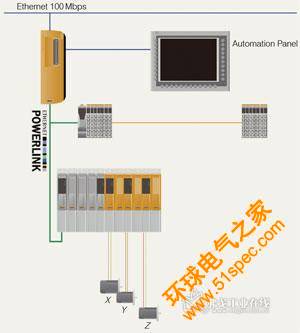
图2 系统配置图
贝加莱解决方案
贝加莱通用运动控制(Generic Motion Control)融合了传统的CNC和Robotics与定位控制,并且具有面向整个机器的全局和模块化的机器电气系统设计理念。一方面,它将机器的各个组成部分视为一个统一的整体,各个单元之间构成了内在的硬件与软件的无缝连接;同时,软件又以模块化为架构设计,确保代码的可移植性和重用性,降低企业整体的开发成本。
1.贝加莱GMC通用运动控制概念
建立在面向对象的编程基础上,通用的Windows平台提供了服务和PVI的接口,通过PVI接口与CNC软件库ARNC0软件库进行交互,这包括了显示、运动控制、PLC程序。在ARNC0(原来称为AR010)库中,PLC、运动控制、显示任务、服务任务均可以在一个统一的平台下运行,这带来了诸多好处。
(1)贝加莱一体化的激光功率与CNC同步控制:
传统的激光功率控制通常由激光器的制造商提供一个PLC的控制,而整机的系统提供商则通过通信方式给出速度值,作为功率控制器的调节依据。然而,这里存在的问题在于功率控制器厂商所提供的是依据其对激光功率控制本身的工艺而设计的子系统,而CNC系统则是考虑运动控制本身而产生的子系统,两个系统之间有一个同步和协调的问题,这带来了非常多的偏差。
B&R的GMC架构则使得激光功率的PLC控制和CNC本身的控制融为一体。在软件上来看,CNC任务和功率控制的逻辑任务均是运行在ARNC0平台上的任务,其之间的软件为紧密的耦合关系;而在硬件上,通过Ethernet POWERlink总线,X、Y轴的运动速度被计算并反馈给系统,系统会同时处理激光功率控制任务,CNC系统采用400μs的高速刷新,而功率控制也可以在相应的循环周期上被处理,以便与运动紧密耦合。这一设计确保了运动与激光功率的融合,确保了加工精度和生产速度的灵活调整。
对于辅助气体的控制同样如此,将整个切割过程建立模型,可以确保气体的压力根据材料、厚度、功率等进行调整,从而确保辅助气体为切割过程提供良好的保障,提高切割质量。
(2)机械补偿控制:
除了传统的CNC和控制功能,B&R系统同时增加了机械补偿控制功能,对于很多切割而言,尤其是大型切割系统,其电机驱动的机械单元惯量较大,这会造成惯量不匹配而带来的切割质量问题,例如:圆角和方角的切割,由于惯量较大,通常其在高速运行时会造成过量,而无法形成高精度的切割轮廓。
通过ACOPOSmulti驱动系统中的前馈控制算法,机械系统的惯量和扭矩需求被预先给定一个前馈值,从而确保其加工中快速实现定位响应。
(3)蛙跳功能设计:
由于ACOPOS伺服系统具有可自由编辑的曲线,可以根据起始点、终结点、各开关响应时间等设计一条最为光滑而快速的曲线,降低机器振动的同时实现最高效的曲线重定位。
从一个切割到另一个切割点,最完美的曲线设计——传统的系统都没有蛙跳功能,将Z轴参与到X、Y的插补中去,跳得好而又稳定,对于轴控制的响应周期的要求,如图1所示,SP(Start Point)、MP(Middle Point)、EP(End Point)、Zmax则代表了Z轴参与X、Y轴插补的位置曲线,该曲线在ACOPOSmulti驱动系统中根据设定点完成中间的曲线自动生成,一方面确保高速,另一方面确保机械冲击小的平滑过渡。
(4)CNC图形显示:
Automation Studio是一个集成化的可视化开发平台,它提供了CNC加工过程中的图形处理,并能根据需要对这些图形进行保存、处理。由于该系统采用APC,可支持高性能处理器对于图形任务的处理,并且APC开放的接口和Windows XP系统可支持丰富的图形编辑与设计,通过PVI与Automation Runtime系统进行衔接,这使得Windows丰富的图形和开发能力与实时控制任务紧密结合。因此,能够实现一个完全可视化的开发过程,最终交给End User的是一个易于操作和使用而功能强大的系统。
(5)程序仿真功能:
在钣金行业的切割成型行业加工中自动生成路径,可以反馈给操作者一个基本的加工路径。编程者通过输入G代码编辑的程序,系统自动为其生成一个程序的仿真加工过程,通过这个过程,操作者可以直观地知道自己的操作任务是如何运行的,并且对验证其代码和及时修改提供一个重要的参考。
(6) Ethernet POWERlink实时以太网:
该系统采用了Ethernet POWERlink技术,能支持100Mbps的数据传输和最大200μs的循环周期,对于确保高速、高精度切割加工而言至关重要。同步精度0.1μs;传输速度100Mbps;拓扑结构为任意拓扑。
Ethernet POWERlink对于系统而言,有几个非常重要的技术支撑:Ethernet POWERlink确保了运动任务与逻辑任务的同步,传统激光切割系统通常针对不同的单元采用不同的总线。交叉通信确保了在CNC轴之间的数据直接交换,提高了轴运动效率。
对于POWERlink而言,其同样支持Safety技术,在未来,随着进入国际市场以及国内对于机器安全IEC 61508标准的执行,POWERlink的Safety技术可以达到SIL3等级的功能安全一致性测试,确保机器制造商满足安全要求的同时降低认证费用。
系统配置
如图2所示,系统采用了高鲁棒性的APC作为控制核心,其运行Runtime操作系统和Windows,系统稳定可靠,ACOPOSmulti驱动系统则是领先的共直流母线技术,可以实现宽电压工作范围,并且支持能量的反馈。
系统优势
1.集成系统确保整体成本的降低
该系统在功率控制、CNC、辅助气体控制等方面实现集成,避免了第三方独立的控制器额外成本;另一方面,也在技术上确保了系统的高速同步。
2.开放系统使得客户可以自主开发核心工艺模块
除了可自主开发所需功能,而且,也可以自主使用个性化的NC代码,B&R的开放平台使得客户可以开发具有自主核心竞争力的代码,封装后构成自主的知识产权,通过开放平台提供的功能封装与软件接口ARNC0可解释并处理这些个性化的代码,并与系统其他任务紧密融合。
3.易于扩展和升级
对于开放的平台而言,在硬件上易于扩展,基于POWERlink的连接仅需电缆的连接即可实现任意扩展。并且,软件的开放性也使得客户可以自主开发新的功能并连接到系统中。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


