
发布日期:2022-04-22 点击率:54
摘 要:钢帘线并捻机合股并捻以后要用过捻器去除帘线径向内应力,消除残余扭转,过捻器的转速控制是去应力控制的关键。丹佛斯的运动控制器有很强的用户定制编程功能和高精度的同步控制特性。本文介绍了采用丹佛斯运动控制器解决去应力控制难题的办法和经验。
关键词: 过捻 去应力 同步控制 张力
引言:中国目前已经是世界上最大的子午线轮胎用钢帘线生产国,由于行业竞争激烈,国内的大型钢帘线制造企业现在一般多自己研制钢帘线生产设备。其中CDT410W型并捻机是较为先进的股绳机,不仅车速高,还集成了外绕功能。其中有一项工艺很难掌握,即钢帘线合股并捻以后的轴向去应力控制。作者凭多年生产实际经验,利用丹佛斯运动控制器的优异控制性能,成功地解决了这个问题,大大提高了产品的质量和设备的生产效率。
一、 CDT410W并捻机过捻器的工作原理:
图一为CDT410W并捻机的基本机械构造框图。
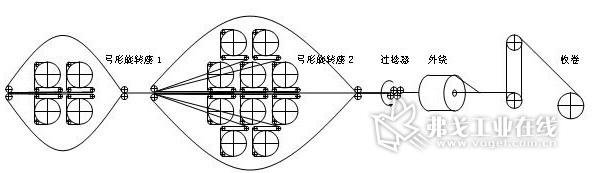
图一、CDT410并捻机结构图
CDT410W为两级串联式内放外收型并捻合股机,旋转座1绕制的帘线能作为芯线再被旋转座2的钢丝外包捻合,能绕制复杂结构钢帘线。并捻合股后的钢帘线然后通过过捻器去应力,再被外绕,最后以成品进入收卷机。
从过捻器的工作原理可以发现过捻器的功能相当于纺纱工艺中的假捻器,即过捻器之前端钢帘线由于过捻器的旋转加捻作用,其捻度T’为:
T’ = ( 1 + λ) T
(根据文献1推导) 其中,T为并捻机设定的捻度
λ为过捻速比,即过捻器与主机的转速比
钢帘线从过捻器出来以后会立即减去λT的捻度,最后总捻度保持T不变,所以过捻器的转速不影响钢帘线的最终捻度,但他能改变其前段钢帘线的捻度,因此可以用于去应力控制。钢帘线加捻以后的弯曲和扭转变形可表示为:

(根据文献1) 式中: t — 捻距,毫米
D — 过捻时该层钢丝的外径,毫米
d — 单根钢丝的外径,毫米
p— 该层钢丝的弯曲曲率半径,毫米
&— 该层钢丝的单位长度扭转角,弧度
从钢帘线的应力公式可以发现,捻距越小,帘线的变形越大,而扭矩与捻度成反比,因此有结论捻度越大变形越大。这样过捻器前段帘线是过度变形的,经过过捻器以后恢复正常变形。对于特定形状,特定材料的钢帘线,在特性温度和特定轴向张力条件下,消除帘线残余应力的效果只与过变形的程度有关,要使过变形的程度保持不变,需且只需保持过捻速比λ不变。所以过捻器的控制应该是角度同步控制。
二、 丹佛斯运动控制器的功能:
丹佛斯运动控制器上的接口端子如右图所示:

X55为编码器2输入接口,缺省用于连接从电机编码器;
X56为编码器1输入接口,缺省用于连接主电机编码器;
X57为10数字量输入接口;
X58为24VDC电源;
X59为8数字量输出接口。
(根据文献2)
丹佛斯运动控制器的编程方式
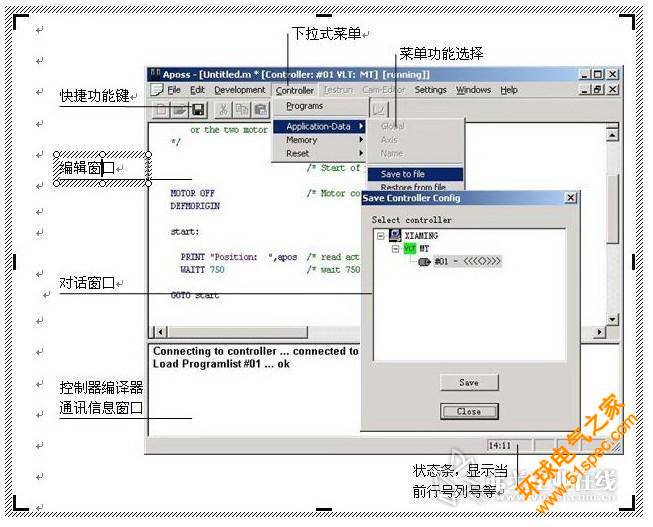
丹佛斯运动控制器使用丹佛斯公司开发的Aposs运动控制语言,其编程风格模仿C语言,并提供多种便利指令,其界面如下图所示: (根据文献3)
丹佛斯运动控制器能提供如下基本功能:
1. 输入输出逻辑控制功能;
2. 同步控制功能,如角度同步,速度同步,电子凸轮;
3. 主从同步速比调节;
4. 中断功能,如时间中断,I/O中断等;
5. 基本数学运算功能
……
三、 丹佛斯运动控制器在过捻控制中的应用:
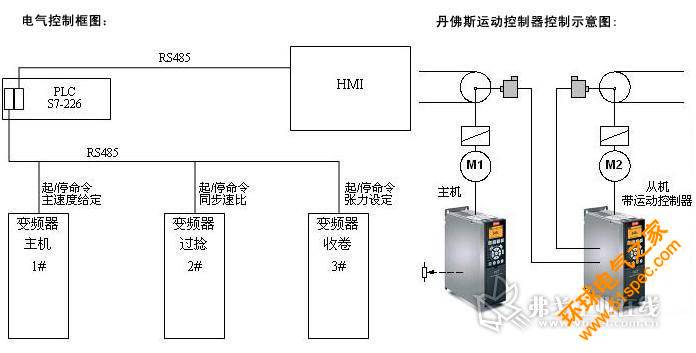
丹佛斯运动控制器控制示意图如右:
主机即为主传动变频器;
主机电机上安装编码器作为运动控制器主编码器接口的输入;
从机即为过捻器,运动控制器的控制逻辑保证过捻器转过的角度与主机转过的角度严格满足用户设置的速比关系,速比可以作为变频器的标准参数通过RS485通讯口,由上位控制PLC设置。
丹佛斯运动控制器程序例(部分):
main:
if in 32 then
if f_motoron==0 then
motor on
f_motoron=1
endif
if f_syncp==0 then
syncp
fsyncp=1
endif
out 1 1
else
f_syncp=0
f_motoron=0
motor off
endif
goto main
(参照文献3)
其主体程序为“SyncP”角度同步控制宏指令,加上辅助控制命令。另外考虑到加减速时钢帘线的张力发生变化,还要作相关处理。
运行效果:
系统实际运行效果非常理想,对同一种线材,在多种线速度条件下,用同一速比就能保证在加速匀速减速的全部阶段的去应力效果,减少了以前繁琐的参数设置步骤,大大提高了生产效率。结束语: 钢帘线并捻机过捻去应力控制提出了同步控制的要求,丹佛斯运动控制器的强大功能保障了同步控制的精度,其编程功能的灵活性提高了整机的性能和设备的运行效率,值得在钢帘线生产企业推广。
参考文献
[1] 钢丝双捻时的变形特点. 金属制品. ISSN 1003-4226. 1990年16卷6期. 13-15
[2] 运动控制器MCO305使用说明. MG.33.K2.02. Danfoss A/S. 2007
[3] 运动控制器MCO305设计指南. MG.33.L2.02. Danfoss A/S. 2007
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


