
发布日期:2022-10-09 点击率:65
纳秒(ns)脉冲红外光纤激光器的多功能性是众所周知的,它们是大多数工业打标和雕刻应用的理想选择。通常在低于几毫焦耳的脉冲能量和平均功率不超过100W时,它在高脉冲重复频率、连续波(CW)与准连续波调制(QCW)模式方面效果明显。最近,它们又开始应用于各种微加工和激光表面纹理加工中,甚至还包括远程微切割应用。这些应用中绝大多数都会涉及到材料去除。基于这个前提,考虑到用于材料连接的束源并不一样。那么用相同的束源来连接材料,同时也能进行去除、烧蚀、雕刻、切割和打标,这才是真正令人印象深刻的(图1)。

图1:紧凑型SPI 100W纳秒水冷式光纤激光器。
对于激光用户来说,好处显而易见,例如能进行多任务的激光源以及往往是风冷结构的紧凑型集成形式,从而能实现无缝集成。传统观点认为焊接和连接需要具有高脉冲能量的毫秒级长脉冲,但显然并不是这样!这种类型的激光材料连接能力鲜为人知,但是它们在连接超薄材料时的表现非常出色。
在全球范围内,消费类电子产品、能量储存和医疗设备等行业需要在越来越小的体积和高密度包装内加入更多的功能。因此也更需要高效的制造技术来帮助这些产品成为现实,本文将着重讲述激光焊接技术。所以,借助工业(纳秒红外光纤)激光器实现的这种生产技术,可以提供所需的高可重复性、精确性和生产能力,其中最重要的还有低成本(成本和维修),因此能满足市场的需求。
根据不同的应用领域,各种类型的激光器都有着不同的优势,包括脉冲YAG激光器、碟片激光器、光纤(CW和QCW)激光器、甚至二极管激光器。到目前为止,纳秒脉冲激光器仅用于少数尖端的应用中,不过情况正在发生变化,最近开始将纳秒光纤激光器应用于材料连接上。
SPI是率先将主控振荡器功率放大器(MOPA)引入到纳秒光纤激光器的先锋,而这也已被证明是一种非常多用途的工具,因为它能根据应用的要求来控制和调整脉冲的参数。这主要是通过改变脉冲持续时间和脉冲频率来实现的。它们还能在脉冲和连续波模式之间切换,这也是一个非常重要的特点,因为具有在一系列不同光束质量的光源范围内的可用性,从而能根据当前的任务来提供不同的工具。在平均功率和峰值功率范围内,这种激光器可以在毫秒范围内调制,以适用于需要低平均功率的毫秒级脉冲的应用。
塑料焊接
以塑料焊接作为例子,在一些对精度要求很高的应用中,例如微流体装置,使用光纤激光器将比其他激光源能获得更多优势。有时候光斑的能量分布会有影响。例如,在一个复杂的医疗设备中,要将一个透明的聚合物焊接到一个黑色的聚合物上,将40W、M2=3的激光束设为CW模式(图2)。“它让我能按照所需要的那样来控制光斑尺寸、能量分布和场深度。” Okay Industries公司(康涅狄格州新不列颠)激光技术总监Joe Lovotti评论说。

图2:用40W HS-H激光器对胰岛素注射器进行塑料焊接。
丝焊
在金属焊接方面,医疗器械行业中的微连接应用越来越普遍,这即使是对于最出色的应用工程师来说也是一种挑战。细金属丝的连接正是这样一个例子,CW光纤激光器在这个领域得到了广泛应用。然而,随着金属丝变得越来越细,与热输入相关的问题也更加棘手。在焊接50μm直径的成卷焊丝时,用20W、M2<1.6的激光来实现集中的聚焦将带来很好的效果。挑战在于,通过在较高的重复频率下操作激光器来压制脉冲的峰值功率,创造更多具有<0.1mJ的脉冲和频率大于250kHz的准连续波调制(QCW),这归根结底就是创造出短的脉冲串。
有些应用需要将一个外覆层或编织层连接到一根金属丝上(图3)。我们发现在这种情况下,能量分布较广的脉冲能实现两个部件之间更好的润湿性。在此示例中,使用的40W、M2=3的激光器具有较大的光斑和稍高的脉冲能量(大于1.25mJ),能帮助桥接间隙。
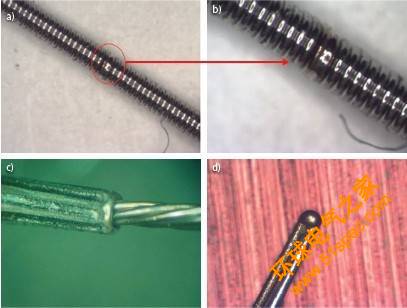
图3:用250 kHz、20W EP-Z激光器焊接直径50μm的金属丝 (a和b),用20W EP-Z激光器焊接热电偶 (c),用40WHS-H激光器焊接编织层和金属丝(d)。
另一方面,使用20W、M2<1.3的单模激光器能实现极高的精度。一个例子是焊接直径12μm的细异种金属丝,并成功地将它们焊接形成了热电偶。在这种应用中要想实现预期的效果,跳汰选和视觉系统与激光器同样重要。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


