发布日期:2022-10-09 点击率:61
1. 简介
远程激光焊接技术(RLW),作为一种非接触式机器人激光焊接工艺,近些年已经获得了较大发展,并被应用于提高激光焊接工艺的生产效率,改善其加工的灵活性。RLW的试验研究工作最早出现于1996年,由John Macken提出。RLW的主要特征是长焦距(可达1600 mm)、高功率、高光束质量激光源与振镜扫描装置的完美结合。与传统激光焊接工艺相比,RLW加工的灵活性更好,速度更快,周期更短。
一直以来,RLW技术研究工作被应用于各种类型的激光器。波长1080nm的高功率光纤激光器不仅能够实现激光束的光纤传输,还能够强化加工的灵活性及聚焦的精准度。而CO2激光器由于波长较长(10.6 μm),所以生成的光束不可能通过光纤传输。高功率光纤激光因其合适的波长及优良的光束质量,在RLW应用领域具有无可比拟的优势,是取代传统CO2激光和Nd: YAG激光的理想选择。
RLW的工作原理是通过振镜扫描对激光光束进行反射和定位,使其以高速传输到工件表面[9]。现在,在RLW领域应用最为广泛的是2D扫描。2D扫描单元其实是一个振镜系统,包含两个可电动旋转的轻型扫描镜。该系统可处理5 kW输出功率,比3D扫描更经济。
当然,RLW也面临着诸多挑战, 比如对预加工的要求、对焊接质量和稳定性的要求、需要提供保护气体、需要特别注意镀层薄板的夹持和定位等。与传统的激光焊接相比,RLW需要关注的工艺参数更多。这些参数大致可以分为光束质量、加工参数及材料属性三大类。
2. 远程激光焊接工艺
2.1. 工艺原理
RLW的理念并不是特别新奇,其原理主要是通过扫描仪,在工件上方一定距离对聚焦的激光光束进行反射和定位,焦距通常在1000~1600 mm之间。1996年,John Macken进行了第一次RLW试验,采用焦距为1600 mm的激光实现了小孔模式焊接,该试验被认为是RLW工艺发展史上的里程碑。扫描仪能够帮助激光光束正确投射在面积为1 m×1 m,甚至是超过2 m3的大型工件上,焊接速度可达30 m/min。
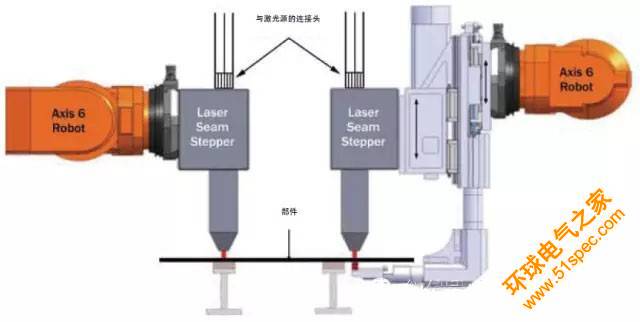
一般RLW工艺有两种工作模式:集成扫描仪的RLW系统和基于机器人的RLW系统。集成扫描仪的RLW系统是利用一个扫描单元(一般为2D扫描仪)对激光光束进行定位和聚焦,如图1(a)所示;而基于机器人的RLW系统则是指通过一个长焦距激光光学镜与一个六轴机器人完成操作,由机器人负责激光光束在工件表面的定位,如图1(b)所示。
(a) (b)
图1. 集成扫描仪的RLW系统(a)和基于机器人的RLW系统(b)
与基于机器人的RLW系统相比,集成扫描仪的RLW系统可应用于多种领域,且加工周期更短,精准度更高,但是这种系统对激光光束的质量要求也比基于机器人的RLW系统高很多。表1为集成扫描仪的RLW系统和基于机器人的RLW系统与传统激光焊接的性能比较。
表1. 远程焊接工艺和传统激光焊接工艺的参数对比
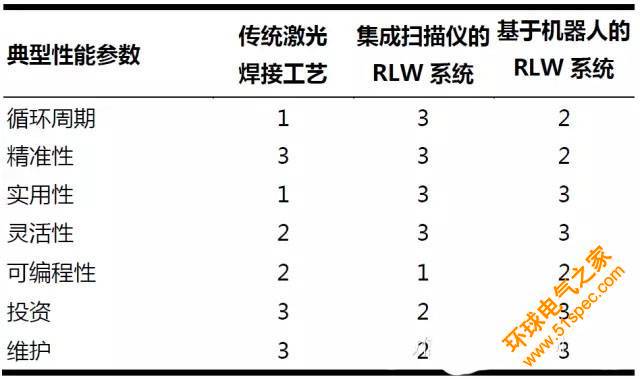
1=很差/很低;2=一般;3=良好
2.2. 配置条件
要想获得好的远程焊接结果,必须满足以下三个条件:
1. 一台确保激光光束正确传输和定位的扫描仪
2. 一台能够进行长焦距作业的高质量高功率光纤激光器
3. 全面正确地控制工艺参数
2.2.1. 扫描仪
扫描仪将确保光束根据所需的焊接路径在工件表面正确引导,并快速定位。高度灵活的轻型扫描头能够使光束在焊点之间极为快速地移动,这也就意味着定位所需的时间将远远低于传统激光焊接工艺。
图2所示为一个扫描头的典型元件。扫描单元主要由一组振镜和透镜构成。在远程焊接中,激光光束首先会通过透镜。透镜可以沿着光轴移动,从而改变焦点位置。激光光束通过X振镜和Y振镜被相继反射和引导,最后沿着既定的焊缝,在工件表面精确聚焦。图3表示一个典型的2D扫描仪系统,其中包括焊缝追踪传感器,直线投影设备以及高灵敏度的2D扫描单元。
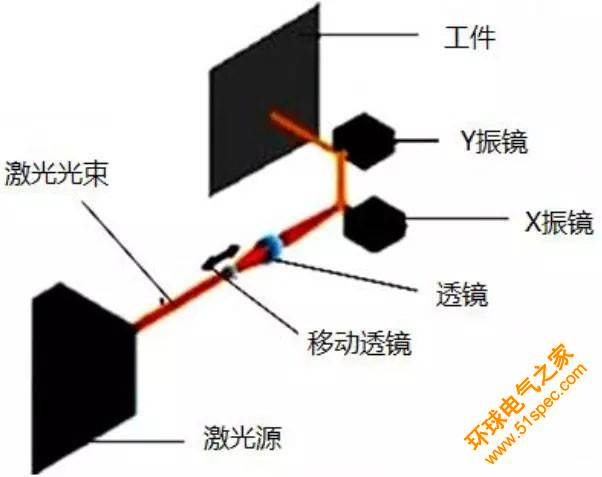
图2. 构成扫描头的典型元件
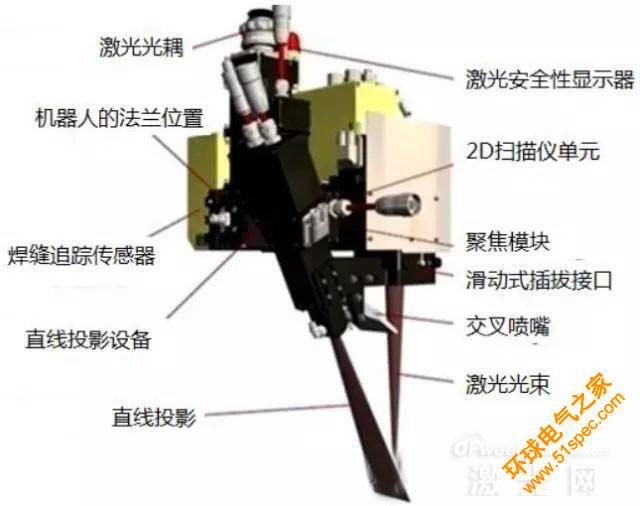
图3. 2D扫描仪系统的主要部件
2.2.2. 高功率光纤激光器
近年来,高功率光纤激光器实现了快速发展,在材料加工应用领域已经表现出极具优势的特性。具有极佳光束质量的高功率光纤激光器可以提供超高的功率密度峰值,能达到几个MW/mm2量级,这对于长距高速远程激光焊接而言至关重要。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


