
发布日期:2022-10-09 点击率:65
多年前,采用闪光灯泵浦全固态激光器就已实现了低热量输入点焊,而这种点焊技术现在可以采用零维护成本的光纤激光器得以实现。这些新型光纤激光器与YAG激光器具有相同的脉冲宽度、脉冲能量和相似的峰值功率。
脉冲光纤激光器
光纤激光器市场份额的快速增长,表明它们带来的好处已被意识到。但直到最近,也只有连续波(CW)或CW调谐激光器可进行焊接。尽管脉冲激光焊接可以通过调制连续光纤激光束来得以实现,然而其平均功率取代峰值功率,需要一个更昂贵的较高的平均功率激光器来取得必要的多焦耳脉冲。现在IPG开发了一种新型的光纤激光器,参考了使用最广泛的闪光灯泵浦激光器的脉冲参数,包括脉冲宽度、脉冲能量、峰值功率和脉冲重复率。
在平均功率150瓦,峰值功率1500瓦的水平,这些风冷110V的激光器采用19英寸机架安装成4U厚的设备,光电转换效率是传统YAG激光器的10倍,而且整个激光器只占一个YAG激光源机箱的一小部分空间。闪光灯、水冷式谐振器和自由空间光学,从二极管泵浦到光束输出,都被一个完全密封的连续光纤系统替代。泵浦源有着寿命长、零维护成本的特点,是单个直接二极管发射器设备。泵浦源和谐振器所在的良性的热环境直接影响到特定脉冲之间的稳定性,而这些将又在产生焊接的一致性和质量上直接反映出来。YLR-150/1500-QCW-AC激光器, 在平均功率150瓦脉冲模式和平均功率250W连续波(CW)模式下,产生的脉冲可达15J,然而大多数微焊接应用所要求的则是<5 J。
特色应用:脉冲激光焊接
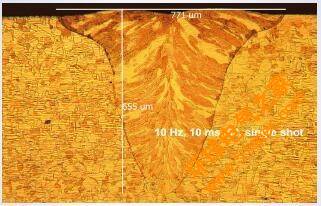
图1:单束点焊,304不锈钢,多模光纤
这些光纤激光器,被称为准连续波(QCW)激光器,多年前就能够产生与Nd:YAG脉冲灯泵浦激光器完全相同类型的焊接。在较高的脉冲能量时,这可能是“钉头”焊接面,如横向焊接截面,如图1所示。但为了产生一个连续的焊缝,这些焊点通过确定的数量和焊接速度简单地重叠起来。如果要求达到密封焊接,那么一个焊点的重叠部分要求~65%。图2显示的是在钛设备上通过重叠焊点取得的对接焊缝表面。如果要求实现较浅的半球状焊接,也就是有限的传导焊缝,需减少脉冲能量或功率密度。
点焊
这种新型的光纤激光器有着许多额外的优点。由于光束是在单模光纤中产生,激光束的可聚焦性或亮度都接近于完美的高斯光束形状。这意味着当用相同的光学元件作为一个传统的灯泵浦激光器,可以在工件上面实现一个更小的点和更高的功率密度。结果产生了较小的焊缝。然而,对于一些焊接应用,可能需要更加平顶形的光束,以及提供一个解决方案-QUICKFIT光纤连接器和一系列可选的光纤直径。可提供从单模至200 μm多模的一系列光纤直径,以及一系列准直透镜焦距和附带连接器的光束耦合器,这些几乎可以取得无范围限制的焊点大小。

图2:钛设备的对接焊表面
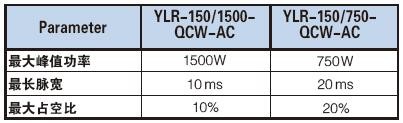
表1:IPG 准连续光纤激光器150W型号产品的规格概览
从粗放金属学分析,有证据表明光纤激光器独一无二的脉冲间的稳定性是直接反映在孔隙的缺乏上,因此,焊接质量得以实现。
总结
IPG现在已能够提供一个完全新型的脉冲光纤激光器,准连续光纤激光器应用与激光焊接,比之前使用的传统闪光灯泵浦Nd:YAG激光器焊接有了极大的改善。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


