
发布日期:2022-10-09 点击率:77
随着手机、平板电脑、笔记本等消费类电子产品的更新发展,大量新工艺、新材料、新结构得到了应用,而铝合金具有质量轻、强度高、耐腐蚀、成型性好等优点,被广泛应用于制作各种消费类电子产品结构件,并采用激光脉冲点焊工艺进一步加工。在使用激光进行脉冲点焊时,焊点极易产生裂纹,造成焊接强度下降,稳定性也大大降低。传统的 CO2、YAG 等连续激光器焊接铝合金虽然能够避免裂纹的产生,但是传统激光器光束质量差、体积庞大、维护费用高、光电转换效率低,在一定程度上制约了其在消费类电子产品上的应用。尤其是消费类电子产品的结构件都具有厚度薄、体积小、精度高等特点,采用传统连续激光器焊接时易产生变形大、焊穿、烧熔等问题。
光纤激光器的快速发展为解决这一难题带来了契机,光纤激光器诞生于 20 世纪 60 年代,受当时技术条件限制,发展比较缓慢。自 1988 年Snitzer 等人提出双包层光纤以来,基于这种包层泵浦技术的光纤激光器和放大器获得了快速发展,光纤激光器的输出功率水平快速提升,并广泛应用于高精度激光加工、激光医疗、光通信及国防等领域。
相对于传统激光器,光纤激光器光束质量好、体积小、精度高、光电转换效率高。在焊接消费类电子产品的铝合金结构件时,能够很好地避免传统激光器焊接时存在的一些缺陷和问题。在此将光纤激光器和在消费类电子产品铝合金结构件上应用广泛的脉冲激光器进行对比研究,以确定光纤激光器是否能够成功应用于此类产品上。
实验材料和设备
(1) 实验材料
实验选取了具有代表性的 5052铝合金作为材料,并分析其化学成分,结果如表 1 所示。材料厚度为 0.8mm,焊接接头为搭接接头。
(2) 实验设备
实验所用脉冲激光器为 YAG 灯泵功率反馈脉冲激光器,激光器功率300W,其外观如图 1 所示。光纤激光器采用单模光纤激光器,激光功率500W,外观如图 2 所示。

图1:YAG脉冲激光焊接机

图2:500W光纤激光器
实验过程中采用金相分析法评估焊接质量,通过拉力测试评估焊接强度,并通过测量焊后工件外观尺寸的方法评估焊接变形。实验中的焊接参数如表 1、表 2 所示。
焊接缺陷
铝合金激光焊接的主要缺陷是气孔和裂纹,这点在脉冲激光焊接时体现得尤为明显。一般认为铝合金激光焊接产生的气孔主要是氢气孔和低熔沸点合金元素蒸发导致的气孔。铝合金线膨胀系数高,焊接应力大,又是共晶型合金,易产生热裂纹。尤其是激光脉冲点焊时,单个脉冲作用时间短,热循环速度快,裂纹倾向很大。而采用光纤激光器连续缝焊铝合金时,由于熔池存在时间大大延长,改善了焊接应力以及低熔点物质对焊接裂纹的影响,极大地减少了焊接过程中产生裂纹的倾向。同时,熔池存在时间的延长也有利于熔池中气体的排出,减少焊接气孔的形成。
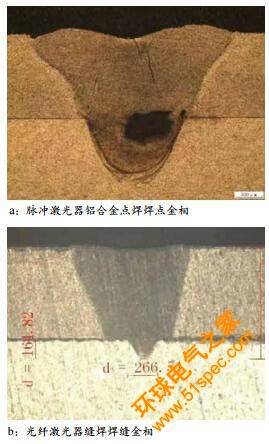
图3:脉冲激光器铝合金点焊焊点与光纤激光器缝焊焊缝金相对比
脉冲激光器铝合金点焊焊点与光纤激光器缝焊焊缝金相对比如图 3 所示,由图 3 可知,光纤激光器连续缝焊条件下,裂纹和气孔都得到了明显的改善。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


