
发布日期:2022-10-09 点击率:124
柔性线路板(FPC)以其重量轻、配线密度高、厚度薄等特点,被广泛应用于电子产品中。FPC表面有一层树酯薄膜,起到线路保护和阻焊等的作用,是 FPC 产品重要的组成部分,因其主要成分为聚酰亚氨(Polyimide,PI),故在该领域又被称之为 PI 覆盖膜,它是一种分子主链上含有酰亚胺环状结构的耐高温聚合物,在高温下具有突出的介电性能、机械性能、耐辐射性能和耐磨性能等,被广泛应用于航空、兵器、电子、电器等精密电子领域。
在 FPC 的实际生产过程中,因工艺过程需要,需在 PI 覆盖膜表面涂布一层半固化态的环氧树酯粘合剂,在粘合剂表面贴一层离型纸以保护粘合剂不被污染,因此用于 FPC 的 PI 覆盖膜已不只是一种单组分的材料,它至少是含有两种化学材料的复合薄膜(如图 1)。
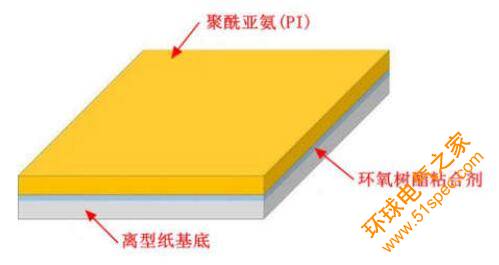
图1 PI覆盖膜结构
PI 覆盖膜在与 FPC线路层贴合前,需根据线路设计要求,在相应位置切割大小、形状不同的窗口(行业内亦称为PI膜开窗)。在过去很长一段时间,PI膜的切割主要用传统的模切方式实现,该工艺存在加工精度低、制造成本高等问题,且随着电子电路设计向小型化和高密度化发展,传统的模切方式已日渐不能满足设计的要求。
利用激光进行PI 覆盖膜切割,不仅切割精度高,还可省去高额的模具费用,产品合格率亦高,能够大大降低生产成本,提高产品质量;激光采用的是无接触式加工,如激光光源的选型以及工艺方法得当,则不会对加工材料造成如模切方式产生的拉伸变形、压伤等损伤;因激光的聚焦光斑仅有几十微米,能够实现高密度线路和微孔的加工,这一优势正迎合了电路设计的发展步伐,是PI 覆盖膜开窗最理想的加工工具。
目前,用于 PI覆盖膜切割的激光器主要为纳秒级的全固态紫外激光器,其波长一般为355nm,单光子能量约为 3.5EV,在PI的化学键结构中,C-C 键和C-N键的化学键的键能约为3.4EV,略低于355nm波长紫外激光的单光子能量,当该波长的紫外激光作用在材料上时,可直接将这两种化学键打断,这亦是紫外激光能够切割PI材料的原因。虽然紫外激光相较于传统的模切方式更前进了一步,但在实际应用过程中仍存在一些问题:1.紫外激光的光子能量在达到或高于材料化学键的键能的同时,其能量密度亦达到材料的热损伤阈值,当激光与材料相互作用时,已不仅只是光化学作用,还存在光热转换及传递过程,随着热量的产生和积累,材料温度不断上升,研究表明,当 PI 材料温度高于600℃时,相对于 C元素,N和O两种元素的比例会不断减小,最终材料中主要以C元素为主,即材料发生碳化,碳化的材料极易造成线路间的短路,尤其是微短路,不仅给产品维修检测带来很大困难,而且影响产品合格率,虽然在实际应用过程中可通过优化工艺参数减小碳化的程度,但仍难做到绝对的保障,图2 为使用紫外激光器通过优化工艺参数做的厚度分别为 0.5mil和1mil的 PI膜开窗的图例,在 50 倍放大状态下,仍可见有轻微碳化现象;2.目前市面上的紫外激光器的脉冲宽度均为纳秒级别,其单个脉冲持续时间为10^-9S,根据材料吸收激光能量转化为热能的扩散距离公式 L = [4Dt]^1/2,其中 D为材料热扩散率,t为激光脉冲宽度,由此可知当材料一定时,激光脉冲宽度越大,激光产生的热能在材料上的扩散距离越大,也就是说对材料的热损伤越大,当在加工高密度孔时,极易导至孔与孔之间 PI材料的热变形,甚至是熔断;3.现在市面上主流的紫外激光器为全固体结构,该类激光器普遍存在长期工作不稳定、需做周期性调校的缺陷,在实际应用中不仅影响生产效能,而且维护成本较高。

图 2 紫外激光 PI 膜开窗(左图为 0.5mil 厚,右图为 1mil厚)
量泽皮秒光纤激光器是在超快激光基础上开发出的新一代激光器,尤其是近年来光纤器的研制成功,标志着激光技术的一次飞跃进步,与固体纳秒激光相比,量泽皮秒光纤激光器具有以下优点:1.激光脉冲宽度更窄,仅为 10^-12S,从上述材料吸收激光能量转化为热能的扩散距离公式可知,这将大大减小激光加工材料时的热扩散距离,降低激光对材料的热损伤;2.因脉冲宽度变窄,激光单脉冲峰值功率成倍增加,提升了激光加工材料的能力;3.光纤激光器以细小的光纤作为激光的传输和放大介质,与固体放大结构相比,不仅工作稳定,免除了周期性的调校工作,降低了维护成本,而且结构小巧,制造成本相对较低。表1是量泽激光公司研制的光纤器与目前市面上主流的纳秒级固体紫外激光器的参数对照:
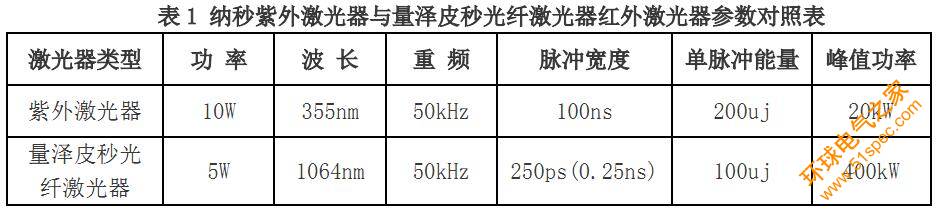
激光切割材料有两种实现方式, 一种是光化学原理, 利用激光单光子能量达到或超过材料化学键键能,通过打断材料某些化学键来实现切割,上述紫外激光切割 PI覆盖膜则用的是这种原理;另一种是光物理原理,即当一定能量的激光照射在材料上时,一部分激光光子会被材料分子吸收,材料分子吸收了激光光子,其能级将发生跃迁,称之为分子运动,而材料的分子运动将产生热,即将吸收的光能转化为热能,当材料分子的热能聚集达到其气化阈值时,材料分子将脱离原来的位置,使分子链断裂,最终将材料在激光吸收位置分割为两个部分,从而实现激光对材料的切割。1064nm红外波长激光的单光子能量约1.2EV,小于大多数材料的化学键键能, 因此红外波长激光加工材料的机理一般为光物理原理。 从对照表上可以看出,虽然量泽皮秒光纤激光器的功率仅为纳秒激光器的1/2,但脉冲宽度却只有纳秒的 1/400,峰值功率达到纳秒激光的10倍。从上述激光作用于材料时热能的扩散距离公式可知,相对于同种材料,激光脉冲宽度越窄,激光热能的扩散距离就越小,材料中能量吸收与能量扩散之间的比例就越大,材料温度上升速度就越快,在获取相同热能下所需的时间越短,激光在材料上的热作用时间也越短,对材料的热损伤就越小;同时峰值功率的大幅提升,加快了材料温度上升的速度,使达到气化阈值的时间越短,加工时对材料的热损伤越小。于此,为验证这一理论,我们使用表1中的量泽皮秒光纤激光器对切割 PI覆盖膜的工艺进行了研究。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


