
发布日期:2022-10-09 点击率:45
激光增材制造高性能金属零部件技术具有成型结构复杂,成型精度高,成型性能优良等特点,是当前复杂精密金属零部件或大尺寸主承力金属构件一次性整体成形最具前景的应用技术之一,它不仅是铸造,锻造,焊接与机械加工等传统加工方法的有益补充,而且是开启了一种全新的金属零件制造模式,具有重要的战略研究意义。目前,激光增材制造高性能金属零部件技术主要有两种典型方法,一种是基于同步送粉的激光熔覆沉积技术LENS(LaserEngineeredNetShaping),另外一种是基于铺粉的选区激光熔化技术SLM(Selective Laser Melting)。
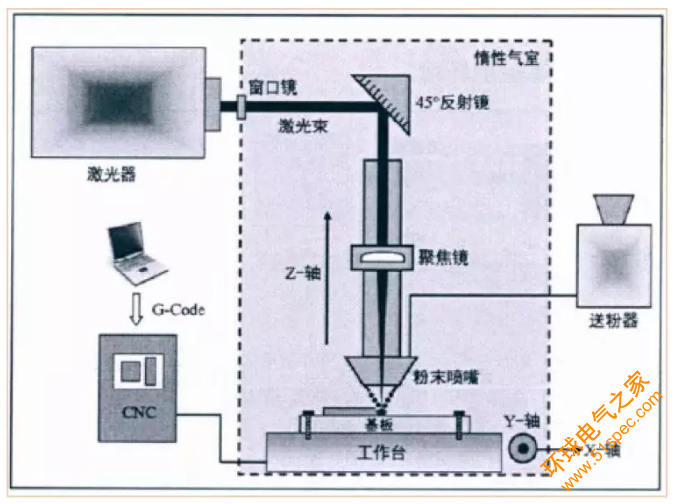
LENS原理介绍
先对两种技术的原理做简要说明,LENS聚焦激光束在控制下,按照预先设定的路径,进行移动,移动的同时,粉末喷嘴将金属粉末直接输送到激光光斑在固态基板上形成的熔池,使之由点到线、由线到面的顺序凝固,从而完成一个层截面的打印工作。这样层层叠加,制造出近净形的零部件实体。


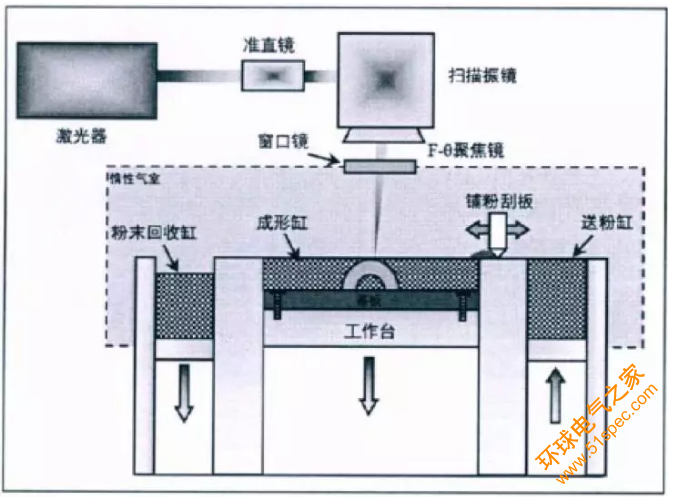
SLM原理介绍
SLM技术的成型原理,在基板上用刮刀铺一层金属粉末,然后用激光束在扫描振镜的控制下按照一定的路径快速照射粉末,使其发生熔化,凝固,形成冶金熔覆层,然后将基板下降与单层沉积厚度相同的高度,在铺一层粉末进行激光扫描加工,重复这样的过程直至整个零件成型结束。
上述两种技术因其成型方式与工艺参数的差别,导致二者在熔池形貌,冷却速度,凝固组织及其力学性能等若干材料成型基础方面存在较大差异。
熔池形态对比
LENS与SLM不同工艺条件下,熔池形貌与尺寸完全不同,导热模式与热影响效应也不同,进而最终影响到合金的组织与性能,微光斑SLM与大光斑LENS工艺熔池冷却速度的差异最高可以达到4个数量级,冷却速率的大小决定晶粒的大小,虽然两种工艺晶格的平均体积随能量输入的增加而增加,然而晶柱尺寸随冷却速度的却有着不同的趋势。
在LENS的成型过程中,柱状晶的尺寸与冷却速率满足线性关系,而SLM过程中柱状晶尺寸与冷却速度平方根的倒数成三次函数关系,与传统理论不符,再加上熔池散热方向的单向性等,使的LENS工艺比SLM工艺更容易形成粗大的柱状晶组织。
熔池加工形成过程中最小基本单元,熔池特征的稳定事整个加工过程乃至最终成型零件组织性能稳定的保障,在SLM成型过程中,光斑直径属于亚毫米级,单层厚度也比较薄,因此熔池的体积较小,熔池的形貌,尤其是熔池深度比,则表现出“小孔效应”。

大光斑LENS工艺成型一般采用高功率,大光斑,尽管熔池的体积增大,但熔池的深度比较小,熔池的穿透深度比较浅,与SLM完全不同。

下图为不同工艺下熔池纵截面形貌图

(作者:三的部落 MR.GAO)
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


