
发布日期:2022-10-09 点击率:57
引言
科技进步引领经济发展,社会生产力不断提高,越来越多的工作环境恶劣的工种和需要高强度人力劳动的工种逐渐被工业机器人代替,工业机器人正成为工业发展进程中不可缺少的一部分,并将在未来工业生产活动中占据越来越重要的地位。工业机器人具有自动化能力,随着通信技术的发展,其信息化和智能化能力越来越突出。在工业应用场合下,生产设备使用机器人进行物料搬运得到了越来越广泛的应用,基于此,针对某智能化锌电解设备,将工业机器人搬运过程运动轨迹的偏移功能,通过信息化的手段与伺服驱动+激光传感器检测数据建立联系,能够在面对复杂工况时,以高性价比方式实现机器人对所取物料位置的准确判断,准确抓取,完成智能化生产。
1库卡机器人的坐标偏移功能
库卡是世界知名品牌,其机器人工业应用非常广泛,如图2所示,库卡机器人主要由①控制柜、②机器人本体、③示教器组成。库卡机器人的直角坐标系的位置会用到frame/P0S/E3P0S/E6P0S类型的数据,其中X、Y、Z表示直角坐标系直线坐标,A、B、C表示直角坐标系旋转坐标S、T表示机器人的状态与转角,E1~E6表示外部轴的角度。
库卡机器人的欧拉角Euler-A-B-C对应的是Z→Y→X,其坐标转换遵循的准则为第一步:X、Y、Z变换(顺序无关):第二步:A、B、C变换(先A,再B,最后C)。
2伺服驱动+激光测距传感器
本项目使用了西门子V90伺服电机驱动机械部件移动,机械部件上左右各安装了2个IFM激光测距传感器02D200,该传感器采用漫反射检测,可作用于物体和液体表面反射,光斑很小,有如下功能:
(2)可测量介于0.2~20m的距离:
(2)具有10~29m的背景抑制功能:
(3)在20段显示屏中显示测量值:
(4)可根据设定的输出功能产生4~20mA信号接入PLC系统模拟量输入模块:
(5)迟滞功能:如果测量值在感应范围左右变动,则迟滞功能可保持输出信号的稳定,此功能对于保证数据的可靠性很重要。
传感器移动采用伺服电机驱动,具有位置闭环可控、控制精度高等特点。西门子V90伺服电机带绝对值编码器,伺服电机驱动激光测距仪前进,其距离通过电机编码器数值转换而来,可以精确到毫米级。
3工业机器人偏移功能及伺服驱动+激光检测技术的组合应用流程
3.1TLC和伺服驱动器、机器人的网络结构和工作原理
从图2可看出,本项目PLC选用西门子S7-1500控制系统,机器人、伺服电机驱动器和操作触摸屏通过PR0FINET网络与PLC控制器通信,激光传感器发送4~20mA信号到PLC模拟量输入模块。
伺服电机驱动激光测距传感器前进,PLC根据伺服电机编码器数值得到的移动距离和双激光传感器检测数据计算出机器人夹具抓取物料的偏移数值后,通过通信将偏移值发送到机器人控制器内,控制机器人完成相应的偏移抓取极板功能。在触摸屏上可对系统相关运行、故障等信息进行监控,并有参数设置功能,可设置必要的控制参数。
3.2锌电解车间槽面阴阳极板放置情况
机器人夹具要能够准确抓取极板,则控制系统需要知道极板相对机器人的准确坐标位置,如果极板在槽内的放置位置固定且工整,则确定好基准后,机器人按照固定的偏移量偏移后夹具抓取极板即可。但从图3可以看出,极板在槽内实际上摆放很不工整,极板可能有变形、倾斜,则需要对每块极板的放置状况进行实时检测。
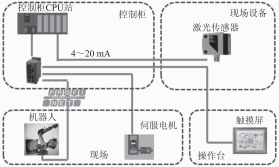
图2控制系统网络结构图

图3电解槽极板实际位置
3.3机器人偏移量计算
如图4所示,基准位置对应了伺服电机编码器的起始数值,同时也对应了机器人的基准点,伺服电机驱动机械部件带动左右双激光传感器前进,传感器激光点照射到电解液上或极板耳部位置,有不同的实时检测数值进入PLC,当激光数值大时表示照射到电解液上,激光数值小时表示照射到极板耳部,当左激光数值从大到小跳变时,表示随着伺服电机前进,左激光照射到极板耳部,根据伺服电机编码器数值和基准位置比较得到左激光前进了amm,同理得到右激光前进了bmm,c=a-bmm。由于机器人夹具抓取极板找准的位置是极板中心点,所以x=?cmm,极板耳部厚度已知为dmm,得到y=a-x+?d=a-?(a-b)+?d=?(a+b)+?d=?(a+b+d)mm,即得到机器人所需偏移量y=?(a+b+d)mm,PLC将偏移量发送到机器人控制器内。
3.4库卡机器人夹具极板抓取程序
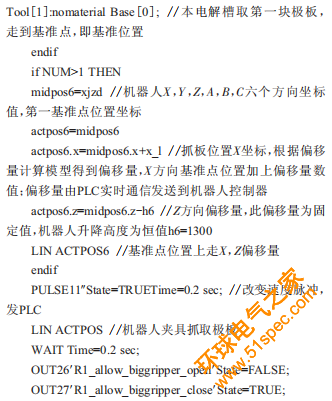
机器人夹具从电解槽内抓取极板时,其程序根据计算所得偏移量y=?(a+b+d)mm执行,得到了很好的不工整极板位置定位,能够顺利抓取极板,完成生产。程序执行过程详见程序及注释如下:
4结语
在采用机器人进行物料搬运的应用中,充分利用伺服电机驱动的精确性、激光测距数据的可靠性,使用各种自动化、网络化手段采集所需数据进行控制,合理的组合应用方案可以得到理想的具有高性价比的工业应用效果。
下一篇: PLC、DCS、FCS三大控
上一篇: 浅析电厂热工保护系统


