
发布日期:2022-04-20 点击率:41
引言
由于飞机部件装配生产模式仍然以工人手工群体性作业为主,在操作工人画线定位、使用气钻等工具进行制孔时,受人员熟练操作程度及个人技能影响,装配过程中存在制孔一致性差、返工多、效率低等问题,且传统装配方法常暴露出干涉不均、毛刺、分层等质量问题,难以满足部件壁板装配的精度要求,影响生产效率和装配质量。
国内外研究机构对机器人自动制孔系统开展了大量研究 ,国外技术发展的顶尖水平主要以美国E1ectroImpact公司、德国KUKA公司和德国BR0"TJE公司等为代表,且相关设备已在多款机型上成功应用,提高了装配工艺水平。但国外设备价格昂贵、交货期长、维护成本大,核心技术受制于人。国内的研究起步较晚,但经过航空相关科研院所和智能制造企业的共同努力,已取得初步的研究成果,比如中国航空制造技术研究院、浙江大学、西北工业大学、上海拓璞数控科技有限公司等国内单位开展的机器人制孔系统研究。
针对公司飞机壁板组件装配需求,开展机器人自动制孔设备研发,通过机器人自动制孔项目的研究,突破末端执行器设计与集成、离线编程等关键技术,实现了机器人自动制孔在飞机壁板组件上的应用,提高了部件装配质量及生产效率,降低了成本,提升了企业的科技创新能力。
1机器人自动制孔系统组成
机器人自动制孔系统主要由机器人、车体、末端执行器、冷却系统、电气系统以及软件系统等组成,如图1所示。
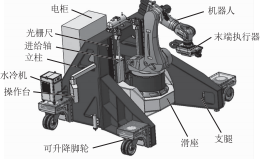
图1机器人自动制孔系统
设备加工能力如表1所示。

1. 1机器人自动制孔系统主要机械组成
1.1.1制孔末端执行器
制孔末端执行器是基于工业机器人的飞机制孔系统关键部件之一,主要由压脚单元、伺服进给单元、主轴单元、视觉测量单元、法向测量单元、光栅尺检测单元、排屑装置和气动控制单元等多个机械单元构成,如图2所示。末端执行器主要负责系统的加工和信息采集等功能,其重量、结构形式和体积等参数都会直接影响制孔的质量。机器人与末端执行器之间采用悬挂式链接 ,其可达性、可操作性和关节使用度优良。
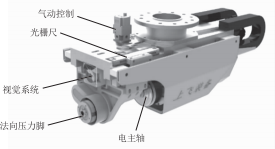
图2末端执行器
1.1.2可移动式机器人升降第七轴
可移动式机器人升降第七轴是机器人自动制孔系统的重要组成部分,可以根据实际加工需求移动位置,在使用时用自带的固定机构与地面固定,这样就能满足在不同工位上使用的要求。可移动式机器人升降第七轴主要由立 柱、滑座、支腿、可升降脚轮、进给轴、光栅尺和操作台等组 成,如图3所示。
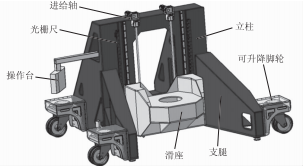
图3可移动式机器人升降第七轴
12机器人集成控制系统组成
机器人制孔系统包含多个硬件系统,每套系统均具有独立的控制系统,如图4所示。在制孔过程中,能实现数字化测量系统、现场监控系统的集成控制,形成完整可靠的控制系统,实现高质、高效制孔。

末端执行器采用西门子sIM0TI0N一D数控系统进行控制,机器人与数控系统之间采用PR0FINET总线进行信号交互,保证了数据传输的实时性和稳定性。
进给运动采用sINAMICs120交流伺服系统控制,主轴为变频器控制,数控系统内置西门子可编程控制器,为设备在可靠工作前提下发挥其各种功能提供了保证。
采用多源数据耦合测控的制孔精度实时检测、制孔质量综合评估、制孔系统状态实时映射与控制等技术,实现机器人、末端执行器、工装间协同运动及作业。
2机器人自动制孔系统关键技术
实现变曲率飞机壁板的自动化制孔,涉及离线编程与仿真技术和末端执行器设计技术等多种关键技术。
21离线编程技术
机器人制孔离线编程系统以飞机部件产品的工艺数模为数据来源,通过获取产品的加工孔工艺信息(如孔直径、孔深、孔位坐标、孔位法向信息等)来实现机器人制孔任务的规划。离线编程软件工作流程如图5所示。
(1)根据加工孔的类型、尺寸信息完成孔位的筛选,并进行加工排序。
(2)通过关联工艺数据库,实现由孔位工艺信息自动匹配制孔工艺,并可通过手动添加的方式规划制孔工艺。
(3)利用DELMIA的仿真功能对加工任务进行仿真验证,排除任务规划中的不合理之处。
(4)按照加工代码规范对离线规划的加工任务进行后置处理,输出符合控制系统要求的机器人制孔程序。
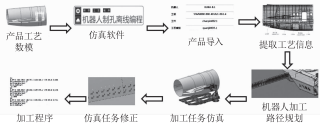
图5离线编程软件工作流程
2.2末端执行器设计技术
2.2. 1 视觉定位补偿
视觉系统由智能相机、镜头、相机座和环形光源等组成,如图6所示。相机对产品上基准钉拍照,获取二维图像,并对基准钉边缘特征进行圆拟合。图像采集后发送信号给图像采集卡,图像采集卡把模拟信号转换为数字信号,通过图像处理与分析软件对待测工件的图像进行分析与计算,计算出基准钉2D坐标值后,将指令发送给机器人,对要加工的孔位进行修正,保证孔位精度。相机工作流程如图7所示。
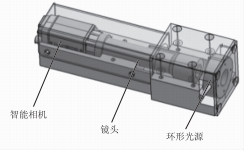
图6相机组成
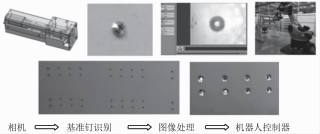
图7相机工作流程
2.2.2孔位法向测量
法向检测单元是末端执行器的核心部件,关系到制孔的垂直度,会影响铆接质量和产品寿命。
非接触式寻法:首先通过位于压脚前端的4个激光位移传感器在飞机蒙皮表面寻找法向,然后主轴进给制孔。此方式主要应用在飞机产品刚度较高的场合。
接触式寻法:压紧时先接触再加压,压紧力逐步达到预设值,防止对产品造成损伤:然后通过压脚组件内的3个激光位移传感器对压脚进行检测,如图8所示,通过上位机内的法向算法,算出法向偏差值,机器人对末端执行器进行姿态调整,然后主轴进给制孔。
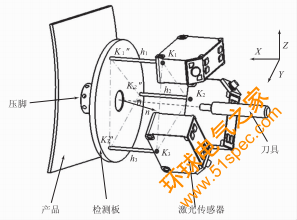
图8法向检测
上位机工艺软件内可设置法向调平阈值,如图9所示,法向检测偏差小于"调整最小角度"时,机器人将不进行法向调整:法向检测偏差大于"调整最大角度"时,机器人将发出报警,此时应检查压脚与工件板面是否贴合、法向传感器示数是否正常等。
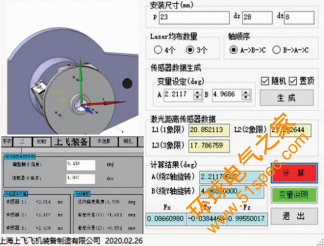
图9法向调整
2.2.3压紧力检测与控制
压力脚组件是末端执行器的关键部件,集产品夹紧、法向测量、超低温风冷、微量润滑、真空除屑等功能于一体。
先在上位机工艺软件中设定压紧力,在制孔过程中,PLC控制电气比例阀的出气压力,有杆双作用气缸驱动压力脚伸出 ,并压紧产品,消除叠层产品层间间隙,降低夹层中废屑含量,提升产品局部刚性,保证钻孔加工状态的稳定性,如图10所示。
3机器人自动制孔技术应用
机器人自动制孔工作流程如图11所示。
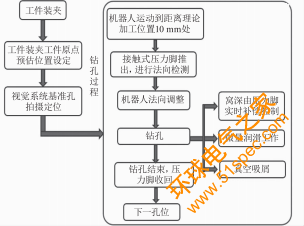
图11自动制孔工作流程
3.1窝深与孔径测量
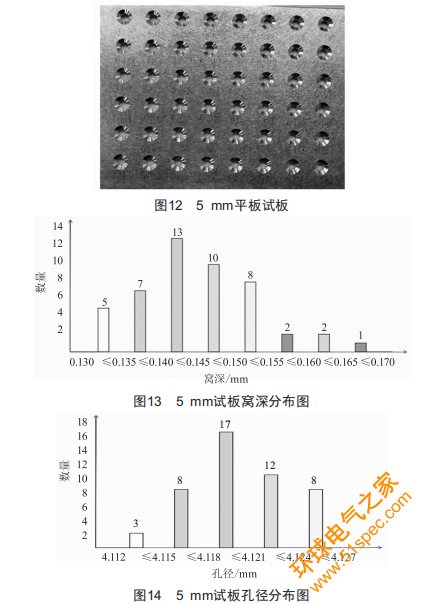
在5mm平板试板上先后加工500个孔,选取其中48个作为最终待测量孔,如图12所示。经测量,窝深波动值为0.035mm,孔径范围为4.115~4.126mm,波动值为0.011mm,满足最终质量要求。窝深和孔径分布如图13和图14所示。
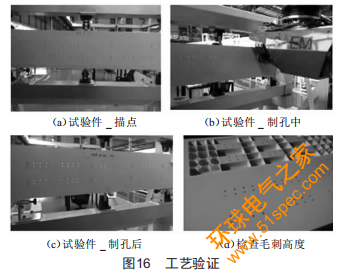
3.2试验件工艺验证
按照产品的实际外形和材料属性,提前预投了固定工装和5块试验件进行工艺验证,工艺布局如图15所示。

图12试验件工艺布局
如图16所示,对试验件加工路线的工艺验证表明,该方案满足点位、窝深和加工精度要求,此试验件上制孔效率是7个/min。
4结语
本文针对机器人自动制孔系统组成,对核心技术以及工艺验证进行了研究和应用分析,形成了一套机器人自动制孔系统方案。某型机护板类试验组件的成功应用,证明了该机器人自动制孔方案的可行性及高效性,为各类护板和壁板的自动制孔奠定了坚实基础。
下一篇: PLC、DCS、FCS三大控
上一篇: 过滤洗涤干燥三合一设


