
发布日期:2022-05-20 点击率:32
引言
刀具是实现现代制造的较昂贵的消耗性资源,由刀柄、刀杆和刀头等多个零部件组成,信息繁多,随着数控设备和加工零件品种的增多,刀具零部件的种类和相应资源信息会越来越庞杂,占投资的比重也逐渐增大。由于生产加工的需要,大量的刀具频繁地在刀具库和机床以及机床与机床之间流动和交换。传统的刀具管理是将刀具的信息记录在纸上,或记忆在人脑中,时间稍长,记录的信息容易丢失,不同的使用者对刀具的信息不易掌握,刀具的信息管理跟不上,造成刀具的使用混乱,资源浪费,生产效率低下,更严重的结果是造成在制品的偏差过大、工艺偏离,甚至出现产品报废、影响生产周期。随着射频技术的日渐成熟和广泛应用,实现无纸化的刀具管理和信息集成已经成为现代制造业新亮点。
1 系统构架
在数控加工系统中射频刀具识别系统的应用架构如图1 所示:
下面将分别就两个子系统简要介绍:IPC:其软件系统通常以基于象SQL Server2000 这样的数据库管理系统之上的用户自行开发的数控刀具管理系统为主体,通过和射频读写器的串口联接,间接读写射频卡内的刀具数据,并据此完成数控加工过程中对刀具的控制,即工控机负责处理从读写器(Reader) 接收的数字信息,该数字信息经数控刀具管理系统处理后,根据预先设定的功能向执行机构发出控制指令,实现相应加工动作。
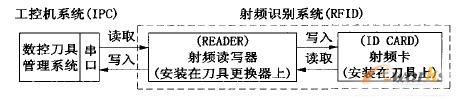
图1 射频刀具识别系统的架构
RFIDS:主要完成读写器与射频卡之间的数据交换。其工作原理比较简单:RFID 系统在实际应用中,射频卡附着在待识别物体的表面,射频卡中保存有约定格式的电子数据。读写器可无接触地读取并识别射频卡中所保存的电子数据,从而达到自动识别物体的目的。读写器通过天线发送一定频率的射频信号,当射频卡进入磁场时产生感应电流从而获得能量,发送出自身编码等信息,被读取器读取并解码后送至IPC 主机进行有关处理。
2 软件实现
本文的软件实现主要介绍两个接口的数据交换功能即读写功能的实现,现分述如下:
2.1 IPC与READER的接口
本文以VC + + 为编程环境,采用最基本的串口RS232 进行通信,波特率为9600。具体传输格式是:一个开始位,八个数据位,一个停止位,没有校验位,最低位首先发送。除此还可采用串口RS422 ,RS485 ,以及USB 接口实现IPC 与READER 间的通信,因具体读写设备而异。在基本的串行通信编程过程中,串行设备被视为用于打开、关闭、读和写的流设备,对串口的读写,可视为对特殊文件的读写。Win32 API 也提供了这样一组通信函数,用于完成串口通信过程。用于实现通信过程的主要函数如下:
CreateFile 打开串行口
GetCommState 用制定通信设备的当前控制设置填充设备控制块。
SetCommState 按照DCB 结构的说明配置通信设备
SetCommTimeouts 设置指定通信设备上所有读/ 写操作的超时参数。
WriteFile 向串行口写数据,这样将把数据传送给串行连接另一端的设备
ReadFile 从串行口读数据,这样将从串行连接另一端的设备接收数据。
CloseHandle 关闭一个串行端口,释放通信资源。整个通信过程包括:
(1) 打开通信资源。在进程使用串口之前,首先应使用Cre2ateFile 函数打开通信资源,返回一个标识该资源的句柄。在Cre2ateFile 函数打开串口通信资源时,系统将根据上次打开资源时的数值初始化和配置资源;
(2) 读写串口资源。通过ReadFile 和WriteFile 函数来读写串口。读和写的超时时间由SetCommTimeouts 函数设置;
(3) 关闭通信资源。在使用通信资源结束后,应调用Close2Handle 函数来关闭通信句柄,释放资源。
2.2 READER与ID CARD 的接口
该接口的读写功能的实现通常由射频设备原始制造商提供,用户无需关心,只要遵巡一定通信协议,READER(读写器) 可以自动实现对ID CARD(射频卡) 的读写,IPC 可以通过和READ2ER 的接口,间接完成对ID CARD 的读写操作。但为了了解射频读写器(READER) 对射频卡( ID CARD) 的读写原理,这里将以Phllips 公司的mifare one 卡为例,重点介绍通信协议ISO14443TYPE - A ,和支持此协议的mifare one 卡的存储结构 。
2.2.1 射频卡的存储结构
相应于所支持的通信协议,射频卡内的电子数据也必须按照相应的约定格式进行存储。下面以Phllips 公司的mifare one卡为例讲解其内部存储结构及访问权限,如图2 所示。mifareone 卡分为16 个扇区,每个扇区为4 块,每块16 个字节,以块为存取单位每个扇区有独立的一组密码及访问控制。
(1) 第0 扇区的块0 用于存放厂商代码,已经固化,不可更改。
(2) 每个扇区的块0、块1、块2 为数据块,可用于存贮数据。
(3) 每个扇区的块3 为控制块,包括了密码A、存取控制、密码B。具体结构如下:
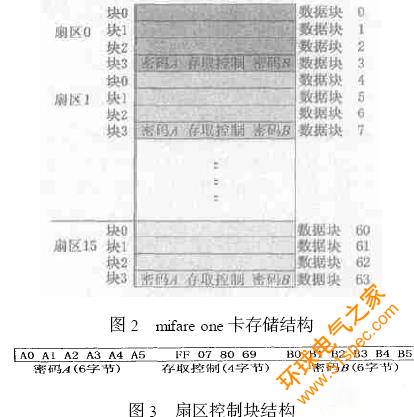
在每一个扇区的存取控制的4 个字节里,按照一定结构存储着该扇区中每个块(包括数据块和控制块) 的读写控制,其中每个块的读写条件占6 位———3 对互相取反的位组成,扇区中的每个块(包括数据块和控制块) 读写的实现是由密码和存取控制共同决定的。例如,当存取控制为08 77 8F 69 时,可得到块0 的读写控制位是1 1 0 ,按照通信协议的约定,若此时射频读写命令包含的密码B 得到验证,则射频读写器取得对块0 的读、写权限;若射频读写命令内包含的是密码A ,则验证后,射频读写器只有读取块0 数据的权限。
2. 2. 2 通信协议ISO14443 TYPE - A
目前市场上RFID 产品种类很多,常见的产品主要是象德州仪表(TI) 、Phllips 、Motoro1a 等世界著名厂家生产的RFID 产品,其READER 和ID CARD 实现读写功能要遵循的标准通常有ISO14443 TYPE - A、ISO14443 TYPE - B ,以及ISO 15693。下面就协议ISO14443 TYPE - A做简要介绍,其指令结构定义如下:ACK + LEN + DATAS + CHK + ETX
其中:
ACK = 0x60 通讯头部,指令启始字节,1 Byte
LEN = Length(DATAS) 通讯数据体长度字节数,1 Byte
DATAS 通讯数据体(含指令数据)
CHK 异或校验和1 Byte
ETX = 0x03 结束符1 Byte
其中,DATAS 中包含对卡操作所需要的参数,如认证所需的密码、地址、写入卡片的数据等,从而可以对射频卡内指定扇区的块进行读或写的操作。
读写数据的开发要在遵巡此通信协议的基础上进行,而通信协议的构成与射频卡内存取控制的约定也是一致的,这一点在前面射频卡的存储结构中存取控制部分已经举例说明。
3 总结
将射频识别技术应用到数控加工生产的刀具管理中,可以提高刀具管理的自动化程度和管理效率,实现精确快速识别、跟踪刀具,并将刀具信息反馈给IPC 的刀具管理系统,执行相应加工动作;另外,射频读写器还可将更新的刀具信息写入射频卡内,且具有使用寿命长,数据保存久的特点。射频识别技术在国外很多知名生产型企业里已经得到广泛成功的应用,相信不久的将来,在我国数控产业的升级和改造过程中也会越来越多地见到它的身影。
下一篇: PLC、DCS、FCS三大控
上一篇: RFID技术在老年保健中


