
发布日期:2022-05-25 点击率:36
项目背景
优秀工厂库存管理能力是一个公司中高层执行力考核的重要指标。工厂库存管理受制于人力,成本,工作人员素质的影响,一直存在以下问题。
问题一:
一直使用条码标签扫描,条码标签一对一扫描,扫描效率有待提高。
问题二:
条码标签容易发生漏读,缺件扫描现象。
问题三:
标签模糊、破损现象严重,标签持久性问题亟待解决。
问题四:
标签不能重复使用。
问题五:
安全性能不高,缺乏防盗性能。
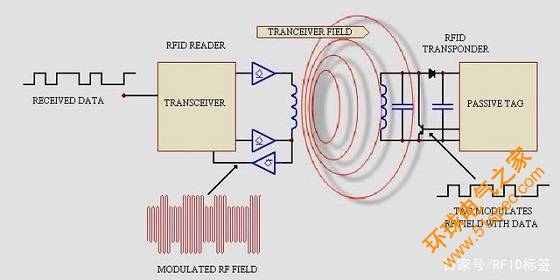
系统原理图
3、系统结构
RFID工厂库存管理主要由粘贴在仓库货物上面的电子标签、门禁天线与读写器、库存管理软件组成。
(其中门禁天线主要起防盗作用,当带有电子标签的仓库货物经过门禁,报警器会自动报警)
首先,需要给每件仓库中的货物一个“身份”,便是给他贴一张记录有其个人信息的电子标签。以便集中统一进行管理。
其次,所有物品的身份已经录入系统,在系统形成了一个档案(数据采集),固定时间可以用手持读写器,在工厂里对“每个人”身份进行核验。
确保工厂库存管理准确,高效,及时性。
4、系统性能
优势一:
工厂库存出入库系统化,自动化。
优势二:
批量读取标签,秒盘点库存实现。
优势三:
扁平化浏览,减弱空间阻碍(RFID穿透性强)
优势四:
RFID电子标签可重复擦写10万次,数据保存10年,特殊标签更不怕酸碱、高温,甚至腐蚀。
优势五:
形状多样,支持定制,适合各类工厂货物。
下一篇: PLC、DCS、FCS三大控
上一篇: RFID新零售智能零售柜


