
发布日期:2022-05-25 点击率:45
1. 项目背景
1.1 行业背景
在汽车行业快速发展竞争日益激励的背景下,各个汽车制造商都在追求管理系统的优化。已从开始的只追求最终结果的最优,发展到目前要求使制造汽车的每个环节都达到最优的目的,这就给管理者提出了一个严峻的问题,如何可以控制生产中的过程细节,如何使生产过程的信息尽可能多的记录下来。通过对生产数据的分析,最终制定出使生产过程最优的解决方案。使企业在市场竞争中更具优势。
冲压作为整车制造的第一步,对整车的质量起到至关重要的作用。大量的生产数据需要进行汇总与分析,这些数据统计工作需要耗费大量的人力而且统计完的数据也大多存在信息滞后的问题,对于生产过程中发现的问题不能及时做出解决措施,并且人工统计信息项目单一,难以发现多种问题之间的相关性。还由于工厂厂区可利用的物流面积越来越少,相应的由物流制约产生的问题越来越多,必须改变现有的物流方式,引入信息化,才能适应快节奏生产模式下的物流要求。
2.2 冲压流程
冲压车间生产环节的温湿度接近室温,主要生产设备为冲床,包括冲压用磨具,主要传送设备为托盘、台车。托盘用于装载冲压前的板材,台车用于装载冲压后的零件。周边环境材质主要为金属。冲压生产工艺和流程固定,受客户定制化的影响较小。通常按企业的生产计划排定生产内容。冲压流程的开始,通常是由供应商将需供应的板材运输至冲压车间。冲压车间经过质检合格后进行入库操作。入库后的板材即可进行到下一环节。由叉车工人按需将整托运送至压力机进料口。然后在压力机内冲压出指定的零件并通过传送带流转到下线位。下线位由工人进行检测后将零件按规定数量分类放到台车上。合格的零件装满后即由叉车工人运送至仓库保存。不合格零件台车也将运送至返修区等待维修。至此,冲压的流程完成,后工序是将仓库内的零件按需供应给焊装车间。通常操作方式是,由冲压科叉车人员按任务单将零件台车取放至焊装牵引车上,然后由牵引车经焊装车间门进入,代表零件出库完成。牵引车通常可一次托运 1到4个零件台车不等。
2.3 管理现状
冲压用模具采用手工方式管理,信息登记不及时,调度记录容易出现错误,占用大量空间。同时,因为缺乏有效的监管手段,不能全面掌控模具的生产使用状态,对模具的日常维护保养以及到报废,缺乏科学的决策。对于材料来说,库存数量直接影响到冲压零件的生产进度,而零件的库存状况又直接影响了后续其他工艺的正常运转。因此,材料和零件的库间管理对于整车生产来说十分重要。而传统的以人工为主的管理方式,既不能及时的统计库存数量,同时又存在统计偏差的问题。一旦库存数量过少,则直接导致后端工序停止,一旦排产过多,库存时间较长,影响到生产零件的品质又容易造成资源浪费。因此,引入新的信息技术,能够实现对模具的全生命周期跟踪管理,实时记录冲压原料、零件的生产、出入库情况,提高库间物流运转效率,使原来繁琐复杂的信息统计工作变得简单透明,帮助冲压车间实现对关键物料管理的智能化、信息化和自动化具有重要意义。
2.4 技术简介
RFID 是 Radio Frequency Identification 的缩写,即射频识别。RFID 的主要特点是大容量的信息存储,无接触的远程信息读取,可擦写,可循环使用,环境适应性强。RFID 的这些特点非常适合在整车生产流程中使用,它在物料与产品跟踪上的作用,对汽车生产物流产生了极大影响。RFID 技术在汽车生产领域已得到广泛应用。通过使用 RFID 快速扫描、无障碍阅读等,可快速、准确地进行数据采集和处理,实现管理的标准化和高效化。 冲压车间的 RFID 系统可以实时记录冲压件出入库情况,查询冲压件库存,在为其他车间供应零件时,实现准时化供货,减少不必要的库存浪费;监控从毛坯板料加工到成品件出库整个冲压生产环节。通过长期对合格零件、返修件、报废件的统计可以更准确计算出单个零件的成本。通过数据分析,找出生产各环节中影响效率、存在浪费的地方,为更合理、高效使用冲压生产线提供数据支撑,使企业的冲压制造环节成本更透明。
2.系统建设
2.1 建设目标
通过 RFID 技术的引入,为冲压车间的材料和零件管理提供一种全新的管理方式,在保持现有工艺流程不变的前提下,提高材料和零件的库存精细化管理能力,减少人员投入,提高库存数据的精准性和实时性,实现车间物资物流的高效运转,帮助冲压车间在调度、排产等方面实现科学的决策。
2.2 建设内容
材料收入时:将合格材料通过手持设备扫描来料外包装上的二维码及相应托盘RFID 码,读取材料相应信息(材料号、捆包号、数量、加工厂家等),并将此信息在库存管理系统中与此托盘 RFID 码进行绑定,绑定工作完成后,材料视为入库。材料上线时:在上料门上安装 RFID 读写头及天线,材料通过上料门时读写读取相应信息,对系统中相应材料进行出库处理。零件下线时:线尾部分装箱台安装 RFID 读写头及天线,读写距离应控制在一台台车,在压力机生产时,天线接收压力机生产信息,与系统中相应零件台车装载量进行匹配,对线尾生产台车按照合格、满载进行写入。最终不满的台车,由线外通过手持设备读取 RFID 信息进入库存管理系统进行修改。零件入库:在各个入库门安装 RFID 读写头,合格零件入库时读写头读取 RFID编码,与在系统中对编码相应的零件进行合格入库处理。零件出库:零件出库至焊装物流门上,在焊装物流门上安装 RFID 读写头,零件出库时由读写头读取 RFID 编码,在系统中对编码相应的零件进行出库处理。台车再次进入冲压时,不做数量变更处理。
3. 系统设计
3.1 系统框架
为实现本系统功能,系统设计的核心思路是在转运材料的托盘以及转运零件的台车上安装具有唯一编号的 RFID标签,标签信息与各物资信息进行关联绑定,在各流程控制节点安装 RFID 读写器,通过 RFID 读写对 RFID 标签信息的获取,来达到获取物资信息,从而实现自动化智能化与信息化管理的目的。
系统规划框架图如下:
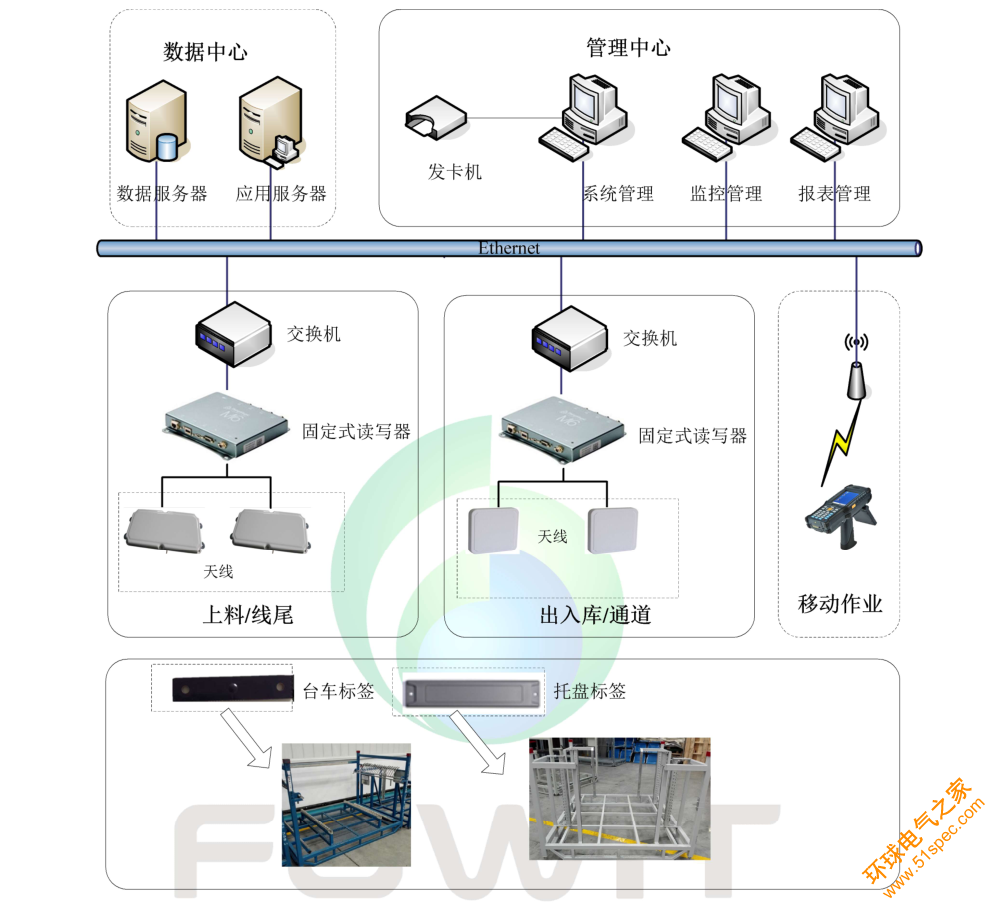
RFID技术在汽车冲压车间的应用
数据中心进行系统及数据的存储运算,完成业务流程的处理。发卡器用于 RFID 标签信息的初始化。系统还具备其他必要的管理功能,包括设备的管理,报表的打印等等。固定安装的 RFID 设备为固定式读写器,在本系统中将在上料点、下线点、入库及出库安装 RFID 固定式读写器。配备 RFID 移动式设备以便于进行材料收入、不合格零件、尾盘、维修、等移动作业。需要在台车、托盘及模具上安装 RFID 标签,使物资信息电子化,具备自动识别的基础。且,应根据系统的要求及被管理物资的结构特点,同一物资可能需要安装多个标签。
4.2 系统部署
根据本系统项目功能需求,系统可分为材料收入、材料上线、零件下线、零件入库、零件出库、模具管理五个子系统。
4.2.1 材料收入子系统
材料收入子系统主要是将合格材料完成入库的作业。在本环节中,根据现有业务流程特点,系统设计方式为,通过手持设备扫描来料外包装上的二维码及相应托盘 RFID 码,读取材料相应信息(材料号、捆包号、数量、加工厂家等),并将此信息在库存管理系统中与此托盘 RFID 码进行绑定,绑定工作完成后,材料将等待入库。
RFID技术在汽车冲压车间的应用
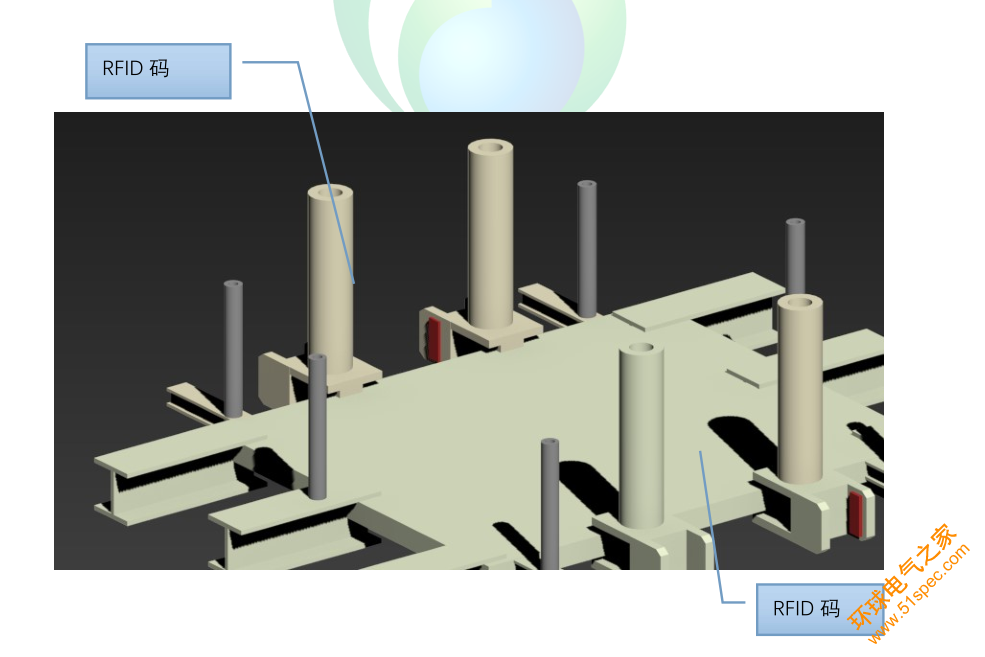
在原料托盘的合适位置安装 RFID 码。RFID 码安装以后,可利用托盘本身的结构对RFID码进行必要的保护,使托盘在这个物流使用过程中,不会造成对 RFID码的损坏,保证 RFID 码的长久可靠使用。通过RFID 手持机,扫描原料二维码,扫描托盘 RFID 码,完成原料信息与托盘信息的绑定,然后等待入库。原料经过品质检测并通过手持机完成于托盘的绑定后,将有叉车叉取送入材料库。在材料库门口安装 RFID 扫描设备,将可以实时记录材料的入库信息,从而帮助有效管理库存。
RFID技术在汽车冲压车间的应用
3.2.2 材料上线子系统
在上料门上安装RFID读写头及天线,材料通过上料门时读写头读取相应信息,对系统中相应材料进行出库处理。

?3.2.3 零件下线子系统
本子系统主要是完成零件下线时,零件信息与台车信息的自动关联绑定。系
统设计方案如下:

RFID技术在汽车冲压车间的应用
将天线安装与零件装箱点下方位置。
RFID技术在汽车冲压车间的应用
3.2.4 零件入库子系统
在各个入库门安装 RFID 读写头,合格零件入库时读写头读取 RFID 编码,与在系统中对编码相应的零件进行合格入库处理。
RFID技术在汽车冲压车间的应用
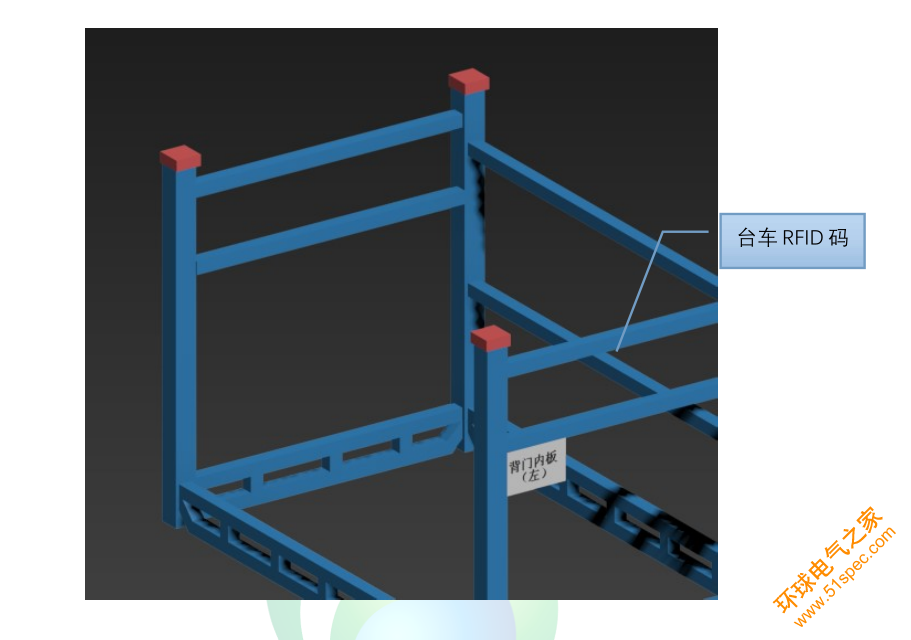
因为台车可以叠加入库,因此,垂直方向存在多个台车的可能,为保证台车标签的识别率,故因在入库方向两侧,按上、下方向各部署一个天线,实现最大范围的读取。
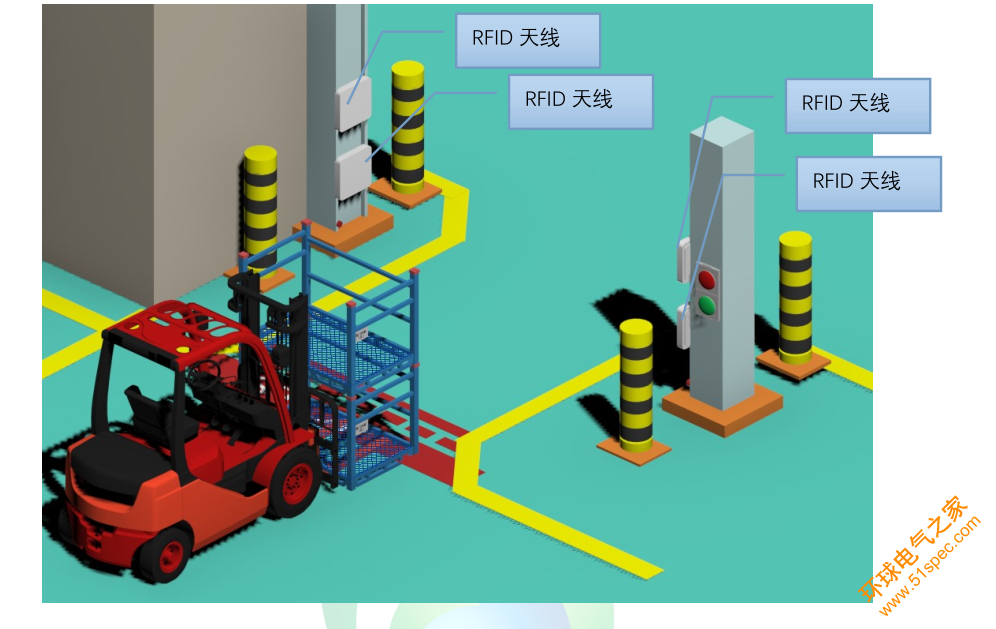
3.2.5 零件出库子系统
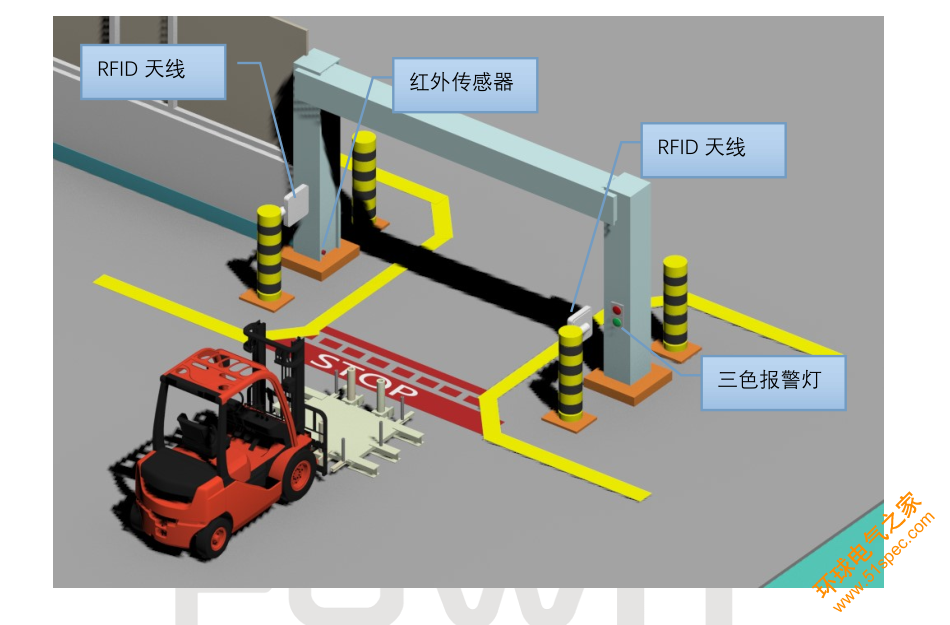
零件出库至焊装物流门上,在焊装物流门上安装 RFID 读写头,零件出库时由读写头读取 RFID 编码,在系统中对编码相应的零件进行出库处理。

RFID技术在汽车冲压车间的应用
零件在出库环节,是由牵引车牵引台车依次进入焊接车间,不存在叠加的情况。因此,此环节只需在焊接车间门左右两侧各安装一个天线即可。
下一篇: PLC、DCS、FCS三大控
上一篇: 井盖应用RFID电子标签


