
发布日期:2022-10-09 点击率:73
这种颠覆性的功率晶体管在20 世纪 80 年代早期实现商业化,对电力电子行业产生了巨大的积极影响,它实现了创新的转换器设计、提高了系统效率和全球节能。事实上,有估计显示,IGBT 在过去 25 年中帮助避免了 75 万亿磅的二氧化碳排放。
正如 20 世纪 80 年代革命性的 IGBT 技术,如今的宽带半导体碳化硅(SiC)也越来越显示出再次革新电力电子世界的希望。IGBT 为我们带来了能够以较低的通态(即:较低的导通电阻)损耗以及控制良好的高压开关阻断晶体管。然而,这种器件在开关速度上是有限的,如此导致了较高的开关损耗、庞大且昂贵的热管理以及功率转换系统效率的上限。
SiC 晶体管的出现在相似的通态损耗(实际上在轻负载状态下会更低)以及电压闭锁能力的条件下几乎消除了 IGBT 所具有的开关损耗,除了降低系统的整体重量和尺寸外,它还带来了前所未有的效率提高。
然而,像大多数颠覆性技术一样,商用 SiC 功率器件的发展也经历了一段时期的动荡。本文的目的旨在说明 SiC MOSFET 技术发展的来龙去脉,以及这种器件进展的简史,展示其今天的技术优势和未来的商业前景。
早期的碳化硅
尽管与器件相关的 SiC 材料研究自上世纪 70 年代以来一直在进行,但 SiC 在功率器件中使用的可能是由 Baliga 在 1989 年正式提出的。Baliga 的品质因数为有抱负的材料和器件科学家继续推进 SiC 晶体发展和器件处理技术提供了额外的动力。
在 20 世纪 80 年代末,为提高 SiC 基板和六角碳化硅外延的质量,世界各地的科研院校都付出了巨大的努力,如日本的京都大学和工业技术院、俄罗斯的约飞研究所、欧洲的埃朗根和林雪平大学、美国的纽约大学石溪分校、卡内基梅隆大学、和普渡大学等等。技术改进在 90 年代大部分时间里都在持续,直到 Infineon(英飞凌)于 2001 年以碳化硅肖特基二极管的形式推出了第一款商业化器件。
在他们发布产品之后的几年里,碳化硅肖特基二极管经历了源于材料质量和器件架构的现场故障。为提高基板和外延的质量,取得了快速而又巨大的进步;同时,采用了一种可以更有效地分布峰值电场的被称为“势垒肖特基结(JBS)”的二极管构架。
2006年,JBS 二极管演化为现在被称为合并的 p-n 肖特基(MPS)结构,这种结构保持了最优的场分布,但也通过合并真正的少数载流子注入实现了增强的缓冲能力。今天,碳化硅二极管是那么的可靠,以至于它们比硅功率二极管显示出更有利的 FIT 率。
MOSFET替代器件
第一款向市场投放的碳化硅功率晶体管是在 2008 年以 1200 伏结场效应晶体管(JFET)的形式出现的。SemiSouth 实验室遵循了 JFET 的方法,因为当时,双极结晶体管(BJT)和 MOSFET 替代器件存在着被认为无法克服的障碍。
虽然 BJT 有令人印象深刻的每活跃区域电流的数据,但这种器件有三大缺点:
其一,开关 BJT 器件所需的高电流被许多习惯于使用像 MOSFET 或 IGBT 等电压控制器件的设计者所反对;
其二,BJT 的驱动电流是在一个具有巨大内建电势的基射结上传导的,从而导致巨大的功率损耗;
其三,由于 BJT 的双极动作,它特别容易受到一种被称为双极退化的器件消磨现象的影响。

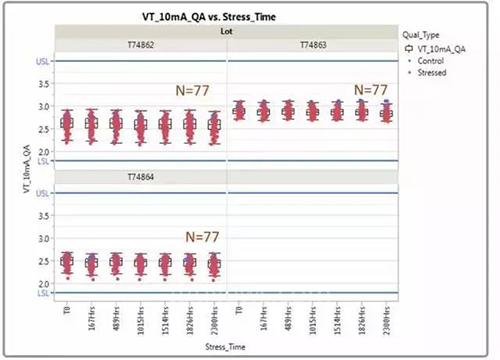
图 1:(a) 正极,VGS = +25 V,和 (b) 负极,VGS = -10 V,对从三个不同的晶片批次中抽取的 77 个器件在 175°C 下进行 2300 小时的高温栅极偏置(HTGB)压力测试 。观察到在阈值上可忽略不计的偏差。
另一方面,JFET 的应用由于它是一种常开器件的事实而受到阻碍,这会吓跑许多电力电子设计师和安规工程师。当然可以围绕这个方面进行设计,但是简单性和设计精致是工程世界中被低估的美德。SemiSouth 也有一种常关的 JFET 器件,但事实证明这种器件很难进行批量生产。
今天,USCi 公司提供了一种采用共源共栅配置的与低电压硅 MOSFET 一同封装的常开 SiCJFET 器件,成为了许多应用的一种精致的解决方案。尽管如此,由于 MOSFET 在控制上与 硅 IGBT 的相似性,但是具有前述的在性能和系统效益方面优势,MOSFET 一直是碳化硅功率器件的‘圣杯’。
碳化硅 MOSFET 的演变
SiC MOSFET 有它的一些问题,其中大部分与栅氧化层直接相关。1978 年,科罗拉多州立大学的研究人员测量出了纯 SiC 和生长的 SiO2 之间的一个混乱的过渡区域,这是第一次观察到的麻烦预兆。这样的过渡区域被认为具有抑制载流子移动并导致阈值电压不稳定的高密度的界面状态和氧化物陷阱;这在后来被大量的研究出版物证明的确如此。
20 世纪 80 年代末和 90 年代,SiC 研究领域的许多人对 SiC-SiO2 系统中的各种界面状态的性质进行了进一步的研究。
20 世纪 90 年代末和 21 世纪初期的研究使得对界面状态(密度缩写为 Dit)来源的理解以及减少这些来源并减轻它们的负面影响有了显著的提高。举几个值得注意的发现,研究观察到湿润环境中的氧化(即,使用水作为氧化剂而不是干燥的氧气)将 Dit 降低两到三个数量级。
此外,研究发现使用离轴基板将 Dit 降低至少一个数量级。最后一项也非常重要,一氧化碳中后氧化退火(一种通常成为氮化的方法)的效果在 1997 年首先由 Li 及其同事发现,可以将 Dit 降低到非常低的水平。这一发现随后又被六七个其他小组确认,Pantelides 的一篇论文很好地对这一系列研究工作进行了总结。
当然,如果不去强调单晶生长和晶圆研究界所做的重大贡献将是非常过份的疏忽,之前我们只有纯粹的莱氏片晶,他们为我们带来了的几乎没有设备损伤性微管的 150 毫米晶圆。
由于有希望的供应商正在忙于推进商业化,在接下来的几年中关于 SiC MOSFET 的研究进展有所减缓。然而,为了进一步提高钳位电压稳定性以及过程增强和筛选以确保可靠的栅极氧化物和器件鉴定的完成,为最终的改进已做好了准备。实质上,SiC 研究界离发现圣杯越来越近了。
如今的 MOSFET 质量
在过去的两年里,市售的 1200V SiC MOSFET 在质量方面走过了很长的一段路。沟道迁移率已经提高到适当的水平;大多数主流工业设计的氧化物寿命达到了可接受的水平;阈值电压变得越来越稳定。
从商业角度来看同样重要的是,多家供应商已经迎来了这些里程碑,下一节将对其重要性进行论述。在这里,我们将证实今天的 SiC MOSFET 质量的要求,包括长期可靠性、参数稳定性和器件耐用性。
采用加速的时间依赖性介质击穿(TDDB)技术,NIST 的研究人员预测出 Monolith Semiconductor 公司的 MOS 技术的氧化物寿命超过 100 年,即使实在高于 200 摄氏度的结温下也是如此。
NIST 的研究工作使用了在氧化物上外加电场(大于 9 MV/cm)和结温(高达 300 °C)的寿命加速因数;作为参考,在实际应用中的氧化物电场约为 4 MV/cm(相当于 VGS = 20 V),并且工作中的结温通常低于 175 摄氏度。
值得注意的是,虽然在硅 MOS 中常见温度依赖性的加速因数,但是在使用 Monolith Semiconductor 公司的器件进行研究之前,NIST尚未看到 SiC MOS 有这种情况。然后,阈值电压稳定性也得到了令人信服的证明,如图 1 所示。在 175 摄氏度结温和低于负(VGS = -10 V)和正(VGS = 25 V)栅极电压的条件下进行了高温栅偏置测试(HTGB)。根据 JEDEC 标准,对三个不同晶圆批次的 77 只器件进行了测试,并没有观察到显著的变化。
证明长期稳定性的另一个参数是 MOSFET 的阻断电压和断态漏电。图 2 显示的是高温反向偏置(HTRB)测试数据。
在 VDS = 960 V 和 Tj = 175 C 的条件下,超过八十个样品被施加 1000 小时应力,后应力测量结果显示漏极漏电和阻断电压上没有变化。关于器件的耐用性,图 3 和图 4 所示的初步测量结果显示出至少 5 微秒的短路耐受时间和 1 焦的雪崩能量。


图 2:在 VDS = 960 V 和 Tj = 175 °C 的条件下 82 个样品施加 1000 小时应力后的高温反向偏置测试数据,表明在 (a)VDS = 1200 V 时的漏极泄漏和(b)ID = 250 μA 时的阻断电压无变化。
虽然我们无法证明其他制造商产品的长期可靠性或耐用性,但是我们可以说,根据我们对市售的 SiC MOSFET 的评估,如今市场上似乎有多家供应商能够供应生产水平量的 SiC MOSFET。这些器件似乎具有可接受的可靠性和参数稳定性,这必定会激励主流的商业应用。

图 3:在 600V 直流链路和 VGS = 20V 的条件下对 1200V、80 mΩSiC MOSFET 进行的短路测试,表明耐受时间至少为 5 μs。

图 4:对 1200V、80 mΩ SiC MOSFET进行的雪崩耐久性测试,表明 Ipeak = 12.6 A 和 L = 20 mH的器件安全吸收的能量为 1.4 焦。
商业前景
除了质量的改善外,近几年来,商业化进程取得了巨大的进步。除了创造有利于供应商和用户的竞争格局之外,有多家 SiC MOSFET 供应商可以满足对第二供应商的担忧。如前所述,鉴于器件的漫长演进过程,多家 SiC MOSFET 供应商拥有足够可靠的器件的事实是一次巨大的进步。
经许可转自 Yole Développement 的《2016 功率 SiC》报告的图 5,显示出截至 2016 年 7 月各供应商的 SiC MOSFET 活动。
Wolfspeed、ROHM、ST Microelectronics 和 Microsemi 均推出了市售的零部件;业界很快能够看到来自 Littelfuse 和英飞凌的产品。多晶片功率模块也是 SiC 领域客户和供应商之间的一个热门话题。
图 6,同样转自 Yole’sDéveloppement 2016 年的报告,显示了 SiC 模块开发活动的状态。我们相信,对分离封装的 SiC MOSFET 仍然存在大量的机会,因为控制和功率电路的最佳布局实践可以很容易地将分离解决方案的适用性扩展到几十千瓦。更高的功率水平和简化系统设计的动机将推动 SiC 模块的开发工作,但是从封装、控制电路和周围的功率组件中优化寄生电感的重要性不能被夸大。
当谈到 SiC MOSFET 商业前景时最后一点不可回避的问题是价格。我们关于价格侵蚀的看法是有利的,主要是我们的方法的两个方面:首先,我们的器件是在一个汽车级的硅 CMOS 工厂中制造的;其次,这种工艺采用的是 150 毫米晶圆。在另一项研究工作中我们更详细地解释了这一点,然而,可以简单地说,利用现有的硅 CMOS 工厂的核心优势是缺乏资本支出和优化经营费用(这两者都会被传递到最终客户)。
此外,采用 150 毫米晶圆进行制造产出的器件要比 100 毫米晶圆多出两倍,这大大影响了每个模具的成本。根据在 Digi-Key 公司进行的一项市售 SiC MOSFET 调查,图 7 中给出了一些关于价格的预示。
例如,自从六年前在 Digi-Key 公司的首次公告,TO-247 封装的 1200V、80 mΩ器件的价格下降了超过百分之八十,即使 SiC MOSFET 仍然比类似的硅 IGBT 贵两到三倍。在今天的价格水平上,相比较硅 IGBT,设计人员已经看到了使用 SiC MOSFET 所带来的巨大的系统层面的价格效益,而且我们预计,随着 150 毫米晶圆的规模经济形成,SiC MOSFET 的价格将会继续下降。

图 5:不同供应商的 SiC MOSFET 开发活动的状况。

图 6:SiC 功率模块开发活动的状况。蓝色圆圈表示只有 SiC 器件的模块,而橙色圆圈表示使用硅晶体管和 SiC 二极管的模块。

图 7:在 Digi-Key 公司【】看到的关于市售 SiC MOSFET 的价格调查。
结论
上个世纪 80 年代,硅IGBT 对电力电子行业产生了巨大的积极影响,从那时起,它一直是这个行业的主力。下一项革命性的技术将是 SiC MOSFET。SiC MOSFET 今天的发展状况指出了主要的商业障碍(包括价格、可靠性、耐用性和供应商的多样化)的解决方案。
尽管价格溢价超过硅 IGBT,但由于成本抵消的系统层面效益,SiC MOSFET 已经取得了成功;随着材料成本的下降,这种技术的市场份额在未来几年将大幅增加。经过 40 多年的开发工作,SiCMOSFET 终于似乎做好了广泛的商业成功的准备,并在绿色能源运动中发挥出重要的角色。
下一篇: PLC、DCS、FCS三大控
上一篇: HDMI?增强音频回传通


