
发布日期:2022-04-17 点击率:142
数控铣床编程中除了要用到上一章介绍的常用的功能指令外,还用到一些比较特殊的功能指令。
1.工件坐标系设定指令
数控铣床除了可用G92指令建立工件坐标系以外,还可以用G54—G59指令设置工件坐标系。这样设置的每一个工件坐标系自成体系。采用G54一G59指令建立的坐标系不像用G92指令那样,需要在程序段中给出工件坐标系与机床坐标系的偏置值,而是在安装工件后测量工件坐标系原点相对于机床坐标系原点在X、Y、Z各轴方向的偏置量,然后用MDI方式将其输入到数控系统的工件坐标系偏置值存储器中。系统在执行程序时,从存储器中读取数值,并按照工件坐标系中的坐标值运动。图3-3所示为工件坐标系与机床坐标系之间的关系。

例如使用G54设定工件坐标系的程序段如下:
G90 G54 G00 X100.0 Y50.0 Z200.0;
其中G54为设定工件坐标系,其原点与机床坐标系原点的偏置值己输人数控系统的存储器中,执行该程序段时,刀具就移到G54所设的工件坐标系中X100Y50Z200的位置上。
2. 固定循环加工指令
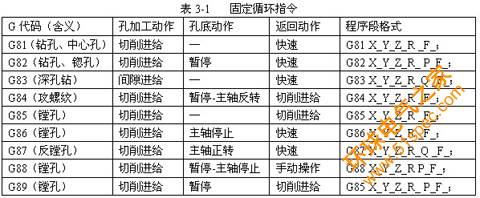
数控铣床上有许多固定循环指令,用于实现只用一个指令、一个程序段,即可完成某特定表面的加工。孔加工(包括钻孔、镗孔、攻丝或螺旋槽等)是铣床上常见的加工任务,下面介绍FANUC系统中,孔加工的固定循环功能指令。
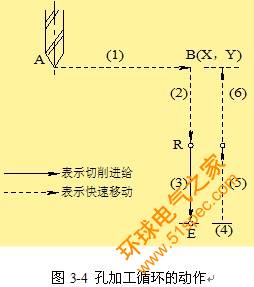
(1) 孔加工循环的6个动作
加工一个孔可以分解为6个动作。数控系统提供有相应的指令,将6个动作用一个复合循环指令即可完成,简化了程序的编写步骤。这6个动作的分解如图3-4所示。
1) A→B为刀具快速定位到孔位坐标(X,Y) (即循环起点B),Z值为起始高度。
2) B→R为刀具沿Z轴方向快进至安全平面(即R点平面)。
3) R→E为孔加工过程(如钻孔、镗孔、攻螺纹等),此时的进给为工作进给速度。
4) E点为孔底动作(如进给暂停、刀具偏移、主轴准停、主轴反转等)。
5) E→R为刀具快速返回R点平面。
6) R→B为刀具快退至起始高度(B点高度)。
(2) 孔加工循环指令格式
孔加工循环指令格式一般如下:
G90 /G91 G98 /G99 G×× X_Y_Z_R_Q_P_F_L_;
说明:
1) G90、G91分别为绝对值指令与增量值指令。
2) G98和G99两个模态指令控制孔加工循环结束后的刀具返回平面。
① G98:刀具返回平面为初始平面(B点平面),为缺省方式。
② G99:刀具返回平面为安全平面(R点平面)。
3) G××为孔加工方式,对应于表3-1的固定循环指令。
4) X、Y值为孔位坐标值,刀具以快进的方式到达(X,Y)点。
5) Z值为孔深,在G90方式下,Z值为孔底的绝对值;在G91方式下,Z值是从R点平面到孔底的距离。
6) R值用来确定安全平面(R点平面),如图3-19所示。R点平面高于工件表面。在G90方式下,R值为绝对值;在G91方式下,R值为从初始平面(B点平面)到R点平面的增量。
7) Q值在G73或G83方式下,规定分步切深;在G76或G87方式中规定刀具的退让值。Q值通常在孔较深时使用,以使排屑和切削液进入切削区。
8) P值规定在孔底的暂停时间,单位为ms,用整数表示。
9) F值为进给速度,单位为mm/min。
10) L值为循环次数,执行一次可不写L1;如果是L0,则系统存储加工数据,但不执行加工。
固定循环指令是模态指令,可用G80取消循环。此外, G00、G01、G02、G03也起取消固定循环指令的作用。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


