
发布日期:2022-10-09 点击率:59
新型模具支撑块安全保障系统通过分析模具支撑块的结构及其在冲压作业中的应用特点,重点解决了模具支撑块与压力机的连锁保护问题,实现了模具支撑块在冲压作业中的安全使用,避免了在正常生产操作中由疏忽产生的安全隐患,从本质上保证了安全。
模具支撑块是模具常用附件,广泛应用于各工序模具中,主要作用是支撑模具,保护模具型面、压料板、刀口、弹簧等部件在非生产状态中不受力的作用(见图1)。因此,在生产前要将支撑块取出,生产完毕后要将支撑块放回模具。

图1 支撑块状态
压力机生产节奏快,且是重复性的机械动作过程,如果模具支撑块误取误放产生意外,可能导致模具受损,压力机超负荷或受力不均衡产生精度偏差,更有可能导致支撑块飞出,对操作人员造成伤害。
为防止员工麻痹造成模具支撑块的误取误放,各压力机生产单位对模具支撑块的日常管理非常重视。
防错系统的设计方案
由于模具频繁装卸,支撑块也随着频繁装卸,即使在严格的制度约束下也难免出现员工麻痹大意的时候,造成支撑块忘记全部拿走,模具受力不匀,模具崩裂,或人员砸伤等严重后果。为了消除安全隐患,解决设备设施的本质安全。应该从技术角度考虑,寻求根本的解决途径。
1.改造思路
车间目前是依靠制度要求,将支撑块取放在固定位置。现在改造的思路是:将每个支撑块安装一个安全定位销,定位销尺寸统一,(φ20×150mm)与支撑块实焊连接;压力机每个立柱上安装一个安全销座,操作人员打开模具将4个支撑块插在压力机立柱的4个安全销座上。安全销插上以后,安全销座内部的接近开关(传感器)感应到模具支撑块放到位了,就给压力机控制系统传递信号,压力机接到信号,运行条件满足后开动机床生产。如果操作人员没有将4只支撑块全部插到安全销座上,机床运行条件将无法满足,也无法实现动作。图2为改造后整体效果图。
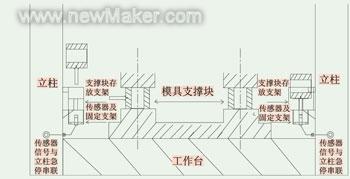
图2 改造后整体效果图
2.模具支撑块结构分析
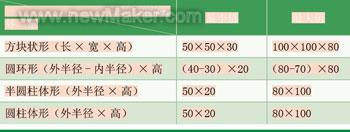
经调查,目前模具使用的支撑块规格形状不统一,有方块状形、圆环形、半圆柱体形、圆柱体形。圆环形的支撑块安全可靠性好,但由于各支撑块与模具一一对应,要将支撑块的形状统一成圆环形改造难度大且费用太高。
据统计,模具支撑块只有以上4种外形结构,其尺寸范围如表所示。
表 模具支撑块的4种外形结构
3.安全销座的设计
考虑到模具支撑块外形和大小不统一,为了保证所有支撑块可靠定位,把安全销座定位面设计为圆弧面,半径为85mm;销孔深60mm ,孔径与销配合间隙为0.5mm。经实验,可以保证车间所有支撑块可靠定位。
在销座地面焊一根长100mm的方钢(100×100×10),在方钢与销座连接处开φ21的孔,正下方也开φ20孔,用于固定和调节传感器。
4.控制电路的实现
安全销座安装位置在压力机4个立柱上靠近操作人员站立的位置,人员操作方便。安全销座中的传感器控制线路串联在机床的急停回路中(见图3)。通过接入110V电源把4个检测开关串联控制辅助继电器KA1,辅助继电器常开触点与压力机急停串联控制压力机急停继电器KA12。
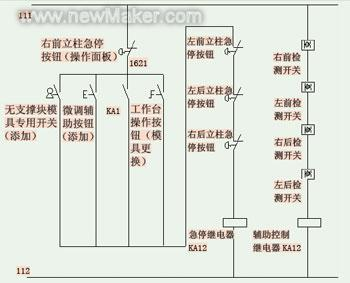
图3 控制电路图
考虑到压力机动作的正常运转,须在辅助继电器KA1常开触点处并联工作台操作旋转开关、微调辅助按钮和无支撑块模具专用开关。保证模具的正常装调和无支撑块模具的生产。
传感器选用开关量传感器,有效感应距离为0~50mm,直径为18mm,工作电压AC12-220V。
5.改造后相关动作的实现
(1)安装模具操作步骤
模具吊装上工作台→工作台开动开关通→工作台移动到位夹紧→微动选择开关 +微调辅助开关通→滑块微动上升→支撑块放固定位置+信号满足→机床调试单次生产
(2)正常生产操作步骤
模具支撑块正确放置信号满足后→模具装模高度正确→主电机启动→单次生产。
(3)拆卸模具操作步骤
放置模具支撑块→微动选择开关 +微调辅助开关通→滑块下降合模→模具螺栓拆卸→微动选择开关 +微调辅助开关通→滑块上死点→工作台开关通→模具入库。
(4)特殊情况下操作步骤(成型工序拉延模无支撑块)
转换开关断→工作台开进→模具装调→生产。
改造后的预期效果
改造前生产时存在违规使用现象,管理难度大;安全改造后,能够避免在正常生产操作中由疏忽产生的安全隐患,从本质上保证了安全。在方案研讨和设计加工方面都作了充分考虑,电气控制及部件加工简单可靠,同时避免增加设备故障率,有效降低了冲压作业的安全隐患。
冲压设备属于高危险设备,在生产作业中由于支撑块飞出造成的安全事故比例较高。冲压车间在采用支撑块放错系统后,保证了设备的本质安全,杜绝了人身伤害事故的发生,从技术角度减轻了安全管理的难度,提高了公司安全管理水平;同时,为员工改善了工作环境,有效保障了员工安全。
下一篇: PLC、DCS、FCS三大控
上一篇: 微注射成型的设备与工


