
发布日期:2023-08-29 点击率:55
生活中我们对电的危害印象多为电击电伤人员和火光四射的短路故障。关于人员触电的危害及预防在之前的分享中已经做了介绍。今天我们来来聊聊这个“火光四射”。在实际生活中我们能看到的电弧并不多,电焊机是利用电弧进行工作的积极应用,而在影视节目中关于电弧引发严重事故灾难的信息是非常多的。在电网运行中电弧是非常有害的,如何抑制和减少电弧带来的负面影响一直是电气设计人员在努力探求的。下面我们先来看看在断路器内部的电弧的产生与熄灭的原理,从而熟悉灭弧室的一般设计是什么样的,使得我们对断路器有更深入的认识。
电弧的产生
电弧是一种气体放电的特殊形式。气体放电的形式很多,有电晕放电、辉光放电、火花放电和电弧放电等等。产生电弧的条件是电路内的电流和电压必须大于某一最小起弧电流和最小起弧电压。电弧的产生是由于气体(包含金属蒸汽)的游离。游离的原因有热发射、冷发射、碰撞游离和热游离。
热发射:动静触头分开过程中,触头间的电阻变大,触头表面温度剧增,由于热运动,金属内的自由电子克服了金属内正离子的吸力而从阴极表面发射,这就是热发射。
冷发射:即高电场发射。触头刚分开,在气隙间形成高电场,将电子从阴极拉出。
碰撞游离:从阴极发射出来的电子,在电场作用下获得能量再加速,碰撞中性气体分子而使其游离;
热游离:电弧燃烧时,电弧温度很高(如弧柱可达 6000℃及以上),气体分子在高温作用下,由于强烈的热运动互相碰撞而游离。
电弧的熄灭
电弧的熄灭是由于气体的消游离,消游离主要是通过复合和扩散。
1 、复合就是正负离子互相结合而中和。复合速度受温度影响极大,温度越高、复合几率越小;反之,则复合几率大。因此利用液体(如变压器油)或气体(如)人工冷却电弧或将电弧挤入绝缘材质(陶瓷等)做成的窄缝,用铁板制作的灭弧栅片内,迅速导出电弧内部的热量,降低电弧的温度,减少离子的运动速度,加速复合速度,以此将电弧熄灭。
2 、扩散就是电弧表面的离子扩散到周围低温介质中去。温度高、密度大的气体分子总是向温度低、密度小的介质中扩散,扩散出来的离子因温度降低从而相互结合成中性分子(中性分子是不导电的)。
以上便是电弧的产生与熄灭原理。总之,电弧的熄灭是在消游离的速度超过游离的速度来实现的。因此,从电的方面来说,要求介质恢复成中性分子的速度大于触头两端的电压恢复速度,使电弧不致因冷发射和碰撞游离而重燃;在热的方面要求散热速度大于发热速度,使电弧不致因发热形成的热发射和热游离而复燃。
基于电弧熄灭的原理,来合理的选择灭弧系统,即灭弧室的结构设计。
一般的交流断路器的熄弧措施有下面几点:
1)依靠动静触头触头的迅速分开,在交流电流自然过零时灭弧;
2)利用导体回路电动力(现在断路器多采用限流结构提升产品的分断能力)或磁吹、使电弧迅速移动和拉长;
3)利用灭弧室的机构形成一个向外排放气体的腔体,将高温气体快速排出去,同时也可以加快电弧进入灭弧室;
4)采用金属栅片将电弧分割成许多串联的短弧,降低各短弧的电压从而息弧;
5)将电弧拉入灭弧室,利用栅片将其冷却以增大电弧电阻。
一般来说靠交流电流自然过零的熄弧常常是适用于小电流,如产品的正常负荷电流。而对大的短路电流,则需要通过的灭弧室来实现。目前低压断路器采用最多的是金属栅片灭弧室。金属栅片灭弧室的结构是:灭弧室内装有一定数量、厚度1~2.5mm的钢板(属磁性材料)冲成的栅片。栅片表面镀锌、镀铜或镀镍等,电镀的作用不仅是为了防锈,同时也能增大灭弧能力(钢片镀铜,因镀层仅 几μm或十几μm,不会影响钢片的导磁性能)。通过大量的试验表明,镀铜和镀锌的在分断电流的作用基本效果相同,但镀铜时,电弧的热量将使铜末子跑到触头上,变成铜银合金,后果不好。镀镍性能佳,但价格高。安装时,上下栅片错开,栅片之间的距离根据不同的断路器和不同的短路分断能力进行优化设计。当动静触头打开时产生电弧,电弧电流在周围空间产生磁通,将导磁栅片磁化。因此它的磁通路径发生了变化,电弧受到了一种将其拉入灭弧室的吸力。栅片分册错开放置可以有效减少电弧进入栅片的阻力。电弧进入栅片后,它被分割成许多串联的短弧,在原来冷状态的导磁栅片贴紧短弧后,使电弧电阻增大、电弧电压上升。当电弧电压大于触头两端的工频恢复电压时,电弧就被熄灭了。

镀镍的金属栅片

镀铜的金属栅片
灭弧栅片的形状多数设计成v字形,其作用是电弧进入时,可减少阻力,也可以优化磁路,增强电弧受到的吸力。设计灭弧室时,关键的是栅片的厚度,片间的距离和栅片的数量。
现在断路器的需求趋势要求是:短路分断能力强、产品体积小。小体积的断路器无法任意加大灭弧室的尺寸,也就是必须在一定的灭弧室体积下,研究最良好的灭弧功能从而熄灭大短路电流而产生的电弧。
试验表明:缩短灭弧栅片与触头系统的距离,可增强吹弧磁场和吸弧的电动力。一方面使电弧在触头上的停滞时间减少;另一方面也使电弧在进入灭弧室的运动速度加快,即使电弧运动的时间减少。使电弧从触头到灭弧室的距离变短有利于改善熄弧的条件。
当电弧被驱入灭弧室后,栅片越多,电弧被分割的短弧就越多,受栅片冷却的面积就大,有利于息弧。但是,当断路器尺寸确定后,栅片数量不能过大,栅片数大,片间间隙小,就会对电弧进入栅片时产生很大阻力,甚至使电弧不能进入,栅片会被烧损。当前的一些双断点结构的断路器就是变相的增加了灭弧室的大小,通过进出线端都设置一个灭弧室使得断路器的分断能力得以提升。
灭弧栅片之间的间隙尽量窄点有好处(窄一点可使短弧数增加,也可使电弧贴紧冷铁板),但是太窄会使灭弧片受热弯曲,以至于产生上下片熔接,为此栅片的厚度厚一些是有利的,目前多数栅片的厚度在1.5~2mm之间,材料为热轧钢板(10#号钢或Q235A)。
由于灭弧时, (电弧的)排气是在电源接线端子的上面,而不是在端子处,就要求在铆栅片时要有一定的倾斜,这样排气情况就比较好。灭弧栅片做成倾斜也有利于在灭弧室内进一步将短弧拉长,加快息弧。

倾斜的灭弧栅片
引弧角的设计:引弧角是灭弧机构中很重要的零件,它装在离静触头一定距离,靠近灭弧室。它必须有一定的倾斜角。引弧角的设置是为了将电弧引入灭弧室。不设引弧角,静触头与设置引弧角的位置处将产生严重的烧损。同时为了减少开断短路电流时,烧伤静触头,静触头的触点与触杆(刀)焊接时,其焊料尽可能平,不要形成三角堆积,以减少电弧对触点的烧损。
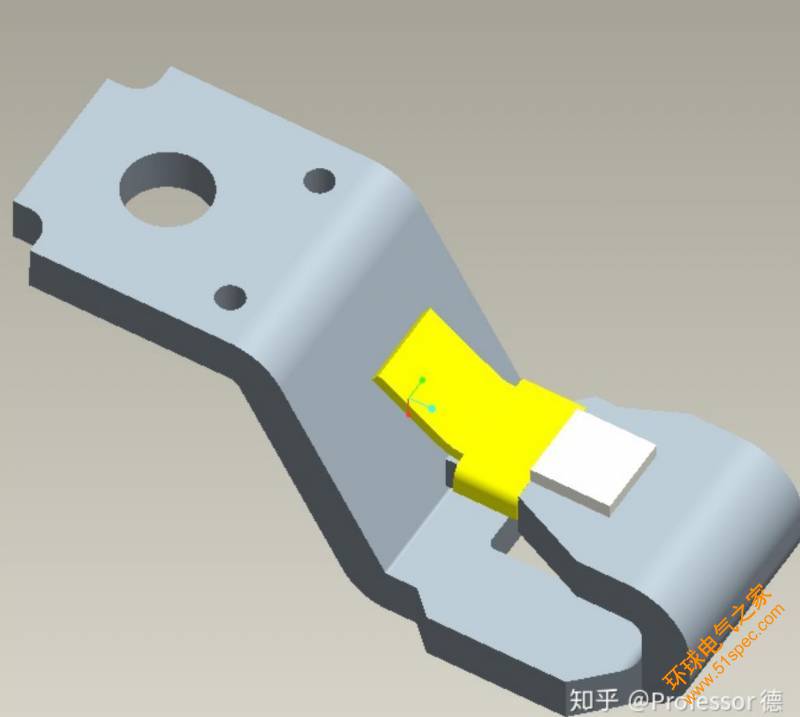
图中黄色元件为引弧角
灭弧栅片的支撑件,又称为灭弧室的隔弧板或灭弧栅片支架。灭弧栅支架的材料,据《低压电器设计手册》介绍,是采用三聚氰玻璃布板, 三聚氰胺甲醛塑粉、红钢纸板和陶瓷等。而国外较多采用的是钢纸板(红、白)、聚酯板、三聚氰胺板,瓷器(陶瓷)等材料。钢纸板耐热性差,品质也较差,但钢纸板在电弧烧灼下会释放一种气体,有助于灭弧;三聚氰胺板性能较好,造价相对高,而陶瓷无法加工,价格也昂贵。不过聚酯和三聚氰胺压弯加工比较困难,冲孔和铆合也易脆裂,应在工艺上增加一些辅助措施。

小型断路器的灭弧室采用的是红钢纸板
在灭弧室内增加阻挡气体向产品内侧排放的部件有利于高压气体向产品外部排放,有利于电弧进入灭弧室内部。对该零件的要求是具有较高的耐热性与机械强度。现在也有一些厂家采用的是热固性塑料加工的支架,将灭弧栅片放置在支架之间,并将支架铆接到一起,具有更强的强度。且热固性材料的模具加工型好,可制成各种形状来影响气流的运动,更加有利于灭弧。
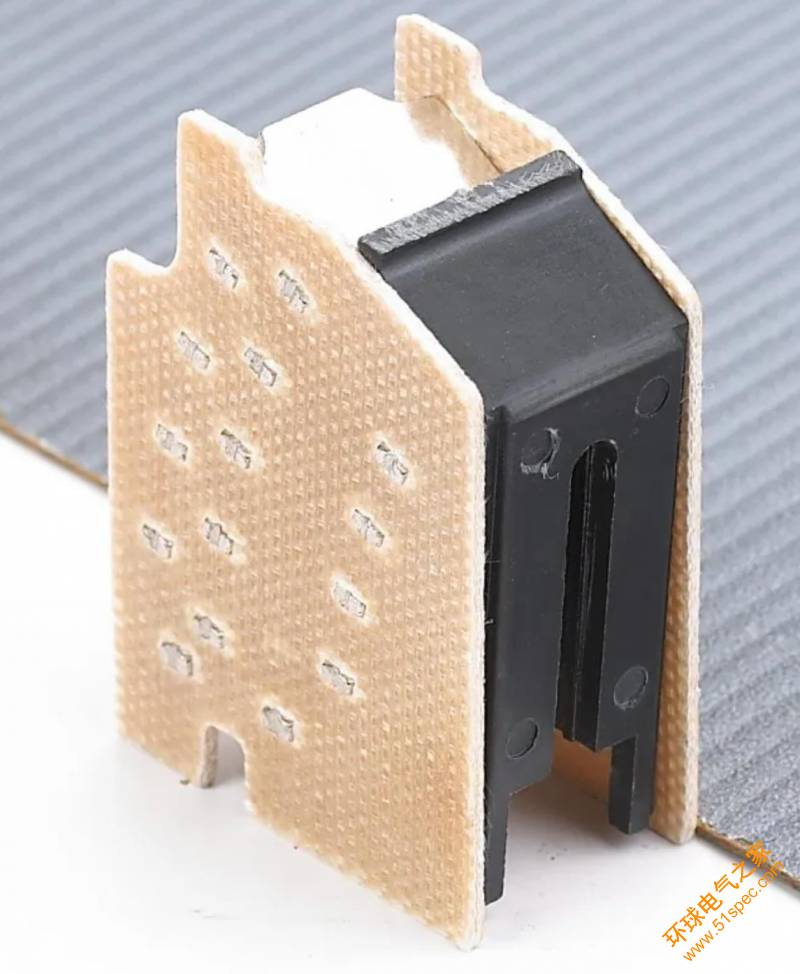
在动触头侧增加阻挡高温气体向内大量排放器件(黑色部件)
栅片支架(隔弧板)与栅片的铆接是很重要的工艺环节。如果铆得不牢,可能会因电动力的破坏,使栅片弯曲,从而降低栅片间的距离(间隙)。一般不要采取两片栅片焊接一起,因为两片焊接易受热并且由于片间的电动力,使两片产生弯曲。

金属栅片铆接在栅片支架上
一般灭弧室结构设计是:断路器的灭弧室多数采用栅片灭弧方式,栅片用10号钢板或Q235冲压而成,为防锈可表面镀铜或镀锌,有些产品镀镍。栅片及灭弧室中的栅片尺寸是:栅片(铁板)厚度为1.5~2mm,片间间隙(间隔)为2~3mm,栅片片数10~13 片。
为提高灭弧性能,在与静触头一定距离处,增设引弧角。栅片支撑(支架),短路电流 较小的的可使用钢纸板材料(小型断路器多采用此方案),短路电流较大的可选聚酯层压板或三聚氰胺层压板(后者性能好、但价格高)。
同时现在不少断路器,为了增大灭弧效果,在静触杆下面装了一块导磁体(导磁材料制成),它能增强触头区域自励吹弧磁场。这一措施对增大静触头弧根部分吹弧磁场特别有效,大大有助于电弧的熄灭。
下一篇: IGBT模块无空洞真空焊
上一篇: 脱扣器分类及原理分析


