发布日期:2022-10-09 点击率:68
1前言
松下Minas A4系列是交流伺服电机中性价比比较高的产品。它采用独特算法,具有速度频率高,定位超调整定时间短,可实现高速定位的特点。在实际中与伺服驱动器配合使用,可接受外部脉冲指令和模拟信号的控制,同时返回编码信号,满足不同外部设备的需求。PLC是可编程逻辑控制器的英文缩写.是目前逻辑控制系统中应用最广泛的控制设备,本文选用西门子公司的S7-224,它以一个带开关量输入输出的CPU为核心,通过扩展模块增加开关量输入输出的信号数量和模拟量输入输出的能力。S7-200的用户程序提供了位逻辑、定时器、计数器、以及通讯等大量指令,利用指令可方便快捷地生成各种控制程序。
2伺服电机控制系统的硬件组成

伺服电机控制系统的硬件组成如图1所示。包括伺服电机、伺服驱动器、S7-224PLC和上位计算机等部分。图中,伺服驱动器的主电源和控制电源为220VAC.输入输出接口电源选用24VDC,选用220VAC的伺服电机。上位计算机实现PLC编程和对伺服电机的监控,通过PC,PPI电缆与S7-224连接;S7-224根据要求发出高速脉冲和电机转动的方向信号,经过驱动器控制伺服电机旋转:电机旋转编码器的输出信号通过驱动器
形成A相和B相正交信号,经信号转换以后作为S7-224高速计数器的信号源,形成以S7-224为处理器的闭环控制系统。伺服电机、伺服驱动器和S7-200PLC之间采用屏蔽电缆连接。
3 I/O控制信号匹配
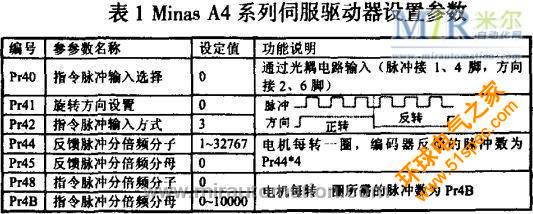
Minas A4系列伺服驱动器有很多参数。参数的设置值影响电机的转速和旋转编码器的反馈信号,同时决定输入输出接口中脉冲和方向的类型。由于驱动器的输入输出接口与S7-224连接。而S7-224的I/O为24VDC的单端信号,必须实现驱动器和S7-224输入输出信号类型及电平的匹配。伺服驱动器中主要参数设置如表1所示。由于S7-224脉冲输出和和计数器的最高频率均为20KHz,所以Pr44和Pr4B的设定值必须确保在合适的范围内。伺服驱动器中A相和B相反馈脉冲均为差分信号.而PLC不能直接输入差分信号,必须对信号进行转换,并放大至24VDC信号,信号转换及放大处理如图1中信号转换部分所示。
4 PLC控制过程实现
在伺服电机PLC控制实现过程中,S7-224通过输出高速脉冲和方向信号,控制电机的转动,同时接收从伺服驱动器反馈的高速脉冲信号,形成闭环控制系统。整个PLC程序主要有高速脉冲控制和高速计数两部分组成。

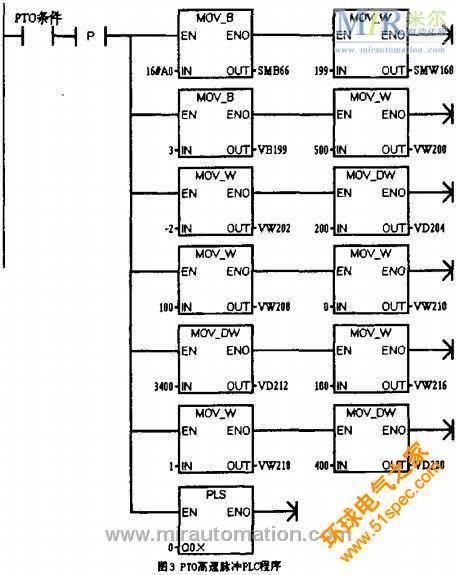
S7-224有两台PTO/PWM发生器,建立高速脉冲串或脉宽调节信号波形。一台发生器指定给数字输出点Q0.0,另一台发生器指定给数字输出点Q0.1。脉冲串(PTO)功能提供50%占空比的方彼输出或指定的脉冲数及指定的周期。脉宽调制(PWM)功能提供带变量占空比的固定周期输出。每台PTO/PWM发生器有一个8位的控制字节,一个不带符号的16位的周期值、一个不带符号的16位的脉宽值和一个不带符号的32位脉冲个数值。这些值全部存储在特殊内存区域SM的指定位置,一旦设置这些特殊的内存位,选择所需的操作后,执行脉冲输出指令(PLS)即启动操作。图3是PTO高速脉冲控制的PLC梯形图程序,用于实现如图2所示的频率一时序图,整个过程分成3段:1段加速200个脉冲,2段匀速3400个脉冲,3段减速400个脉冲。

S7-224支持6台高速计数器((HSCO至HSCS),可配置为十二种不同的操作模式。每台计数器对支持此类功能的时钟、方向控制、复原和起始均有专用输人。对于双相计数器,两个时钟均可按最高速度运行。在正交模式中,选择一倍或四倍的最高计数速率。所有的计数器按最高速率运行,而不会相互干扰。
由于伺服电机返回A、B两相正交编码信号,在图5所示的程序中,使用高速计数器HSCO,工作在模式9,使用内部启动和清零功能,A相和B相计数脉冲通过I0.0、I0.1输人,I0.2为外部复位。内存单元SMD38、SMD42分别为HSCO的初始值和预置值,SMB37为HSCO的控制字节,计数实时值使用地址HSCO,当计数实时值等于预置值时,产生12号中断,可在对应的中断程序中实现特定的功能。
5小结
利用S7-224为控制器,实现对Minas A4伺服电机的闭环控制,功能实现简单,控制精度高,这种方式在打火枪性能测试仪器上使用成功。对其它伺服电机的控制方法也基本相同,通过适当的信号匹配可控制大功率的伺服电机。目前,机床、印刷设备、包装设备、纺织设备、机器人、自动化生产线等行业逐步采用伺服电机取代传统使用的步进电机等驱动设备,以满足工艺精度、加工效率和工作可靠性等要求,在这些领域大量使用电磁阀网" href="http://51spec.com/category.asp?categoryid=415" target="_blank">电磁阀和继电器接触器等设备,通过PLC可实现对伺服电机和其它设备的一体化控制,提高整体的自动化水平。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV



