
发布日期:2022-04-18 点击率:59
关键词: Control-mind系统铣床 数控铣床方案 解决方案
摘要:铣床是一种应用非常广泛的机床,其主运动是铣刀的旋转运动,进给运动一般由工作 台带动工件的运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀 对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
1.简介
铣床是一种应用非常广泛的机床,其主运动是铣刀的旋转运动,进给运动一般由工作 台带动工件的运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀 对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
铣床类型很多,包括卧式铣床、立式铣床、龙门铣床、工具铣床、键槽铣床等。对于加 工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加 工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工作台,这时 机床的系统为四坐标或五坐标的数控系统,可以加工螺旋槽、叶片零件等。
铣床由有几个主要部分组成.即床身部分,铣头部分,工作台部分,冷却、润滑部分, 刀库部分等。各部分控制都由数控系统完成。目前国内多功能铣床、加工中心、复合机床等 高档机床还在应用国外系统,Control-mind 数控系统具备众多功能,用于替代国外系统。
2.电气控制
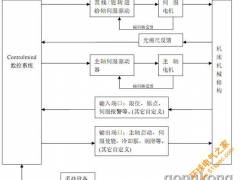
Control-mind 系统用于铣床电气控制结构图。
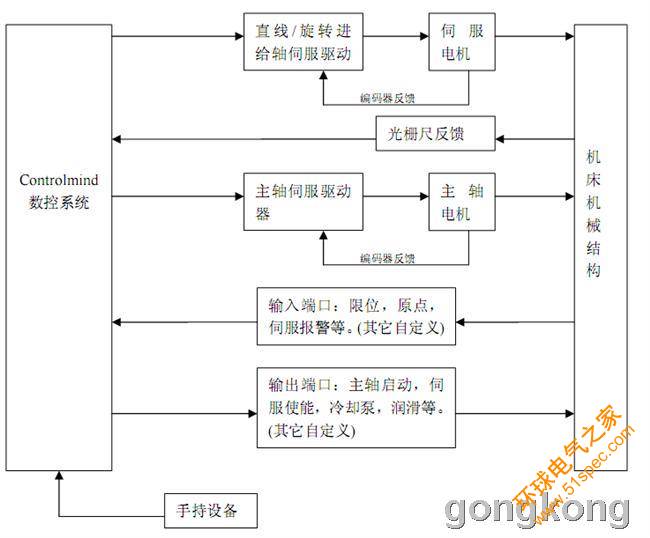
此系统可扩展至 16 轴,5 联动插补
端子板:4 轴控制接线,16 输入端口(光耦隔离),16 输出端口(光耦隔离)

3.系统介绍

3.1 G 代码格式
识别国际标准 DIN66025 G 代码,兼容西门子系统 ISO G 代码文件。可实现点、线、圆
弧、螺旋线、NURBS 样条、指数曲线等插补,极坐标转换,数据变换,钻孔,镗孔,攻丝
等。
3.2 连续路径优化处理
Controlmind 预读多条指令进行处理,路径结合处平滑处理。 连续多段小路径
连续多段大路径

未优化(段与段之间要减速到 0 再加速)
已优化(段与段之间平滑过渡)
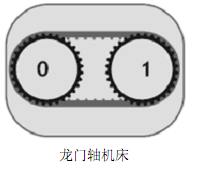
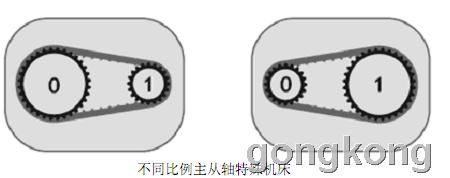
3.3 同步轴控制
可实现两轴或多轴间的同步,不同电子齿轮比控制。同步运动中实时检测各轴位置,动 态调整,精准控制。回参考点时同时回零,然后分轴自动调整同步关系。
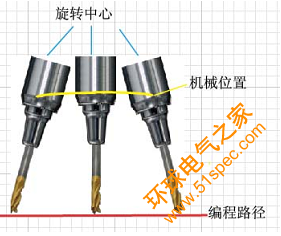
3.4 刀具中心点控制(RTCP):
刀具中心点编程是依据物体表面的坐标值(X,Y,Z,)及进刀方向(B,C)来编程。编程方法 与机床无关,这样程序就可以在不同机床上执行。运动时系统自动把物体表面刀尖方位 (X,Y,Z,B,C)分解成各个轴的运动量,同时要保证运动高速,精确,平稳,低噪声。使用 RTCP 加工轮廓时可确保刀具方向始终垂直于刀路。
3.5 多种补偿
间隙补偿:由于机械原因轴换向时产生机械间隙,通过此补偿设置正负值进行间隙修正。跟随误差补偿:通过高级 pid 算法,降低跟随误差,使加工轨迹更接近理想值。
丝杠螺距补偿:对进给轴各轴位置分段进行补偿,消除机械因制造与安装造成的误差。 轴变形补偿: 对大型龙门机床的塌腰现象进行补偿,提高加工精度。
角度补偿:通过坐标变换对倾斜轴进行角度补偿。
3D 刀具补偿:五轴联动加工中,刀具半径与长度补偿自动根据工件表面重新计算,简化 编程提高工作效率。
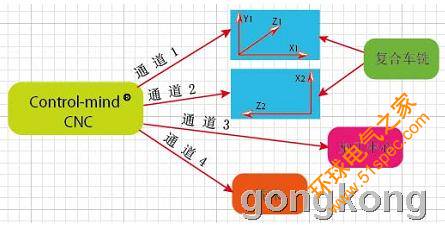
3.6 多通道控制
通道数表示的是一台数控系统可以处理的加工联动坐标系的数量。多通道系统中同一台 机床可控制多个坐标系,进行加工实现车铣复合或者复合车、铣、镗、钻、磨等控制,也可控制多台机床。每个通道都可单独控制,单独显示,操作灵活方便。
3.7 Mtasc 语言
此语言属于高级语言类似于 C 和 Basic,与 G 代码相比更灵活、功能更强大,适合设备 生产厂家进行二次开发。
(1).可任意定义各种长度、多种类型的变量和数组;
(2).具有许多常见的数学函数;
(3).具有多种循环语句与多种条件语句;
(4).允许有任意层扩展和嵌套;
(5).可调用自身子程序及其它语言的子程序;
(6).极其方便的 I/O 口操作;
(7).在程序的输入和编辑过程中可以执行任意一行或几行程序,可方便地验证程序及数据的合理性;
(8).大量运动控制专用语句。
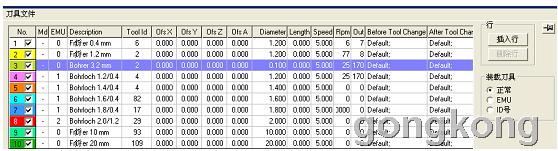
3.8 刀具设置
在 Control-mind 中实现刀具分类管理,解决了如何组织刀具使刀具的存取更方便、如何调度刀具使刀具交换次数?少、如何选配刀具使刀具预备时间?短、利用率?高。刀具磨损 补偿、半径补偿、偏移快捷方便的进行设置。并可设置刀具寿命,到寿命后提示或自动换刀。 参数列表显示,非常直观。
3.9 刀库设置
可进行手动,自动刀库控制,支持盘式、链式刀库。

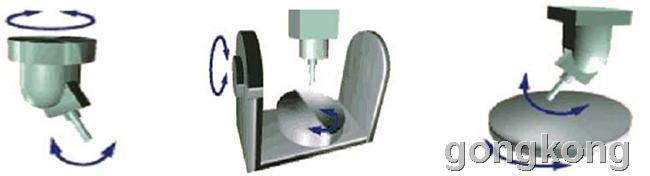
3.10 五轴联动
支持各种结构的五轴联动机床,包括刀具回转型,平台回转型,混合型。
3.11 读取 DXF 文件
可读取 DXF 文件导入工件轮廓信息,直接生产加工文件,进行加工。DXF 文件若有 多层信息,每层作为一把刀具进行处理。操作者再进行刀具参数设置,对好文件零点,然后就看进行加工。
3.12 刀具测量/工件测量
刀具测量,可对加工刀具进行精准半径、长度、磨损测量,然后自动进行相应补偿,提 高加工精度。
工件测量,将测量头撞在主轴上能精确对刀,精准进行工件零点设定,批量时进行工件 的偏移,旋转调整。

3.13 总线功能
此系列系统可以通过 CANbus、ProfiNet、 EtherCAT 等总线方式控制运动轴。。
3.14 铣床专用 G 代码
G81 钻孔循环
G82 钻孔、计数式镗孔
G83 深孔钻循环
G84 攻丝循环
G85 G86 镗孔循环
G73 步进循环
G74 反向攻丝循环
G76 精镗孔循环
4.总结
此方案已经成功应用于精密铣床,加工中心上。完全可替代西门子系统、发那科系统, 可进行平面、槽、钻、螺纹、各种曲面等的加工。此方案可以用于工件的粗加工、半精加工、 精加工等各种方式。加工出的产品精度及表面光洁度都达到了客户要求,生产效率高,操作 方便。
5.联系方式
MOTEC 中国营业体系
北京科明德科技有限公司
地址:北京海淀区西四环北路 137 号,北一号院 传真:010-66547015
电话:010—56298855 转 668 010—56298855 转 525
网站:www.control-mind.com
www.motec365.com
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV


