
发布日期:2022-04-26 点击率:71
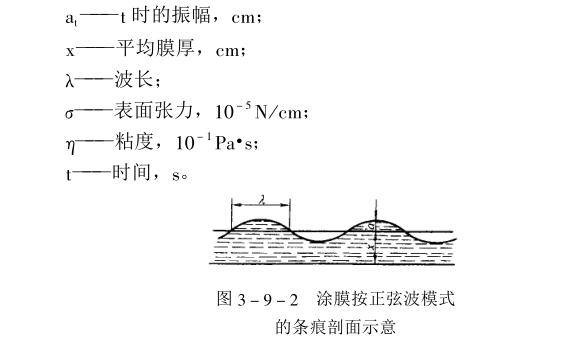
涂料流平方程以按正弦波剖面理论(图3_9_2)推导的公式能较精确地反映实验结果。即:
上述流平方程不适合于角成变体。因角成变体在剪切后的γ1恢复受到时间的制约。另外,流平过程中,溶剂挥发也造成粘度的持续上升。在多孔性表面涂漆,溶剂通过毛细管作用吸收于孔隙中,会导致流平的実然终止。对乳胶漆,在水分初期挥发阶段,乳胶粒子在刚接角成时,转变成半刚性状态,有石号涂膜流平。
涂膜流平测定可在由低到高的膜厚方向上,用単位长度齿数不同、但齿宽和齿间距相等的梳子划痕,依沟痕确定流平时间。
橘纹是涂漆过程中常见又较难克服的流平性问题,影响因素众多,大大地影响到涂膜的平整性。
(1)在喷涂过程中,由于溶剂挥发太快,湿膜粘度急剧增加,使流平变得困难而产生橘皮。措施是根据环境季节温度变化来选择合适的稀释剂,例如聚気西言漆的稀释剂有冬用和夏用之分。
(2)工件温度太高,使溶剂瞬间挥发,湿膜无法流平。应改善强制冷却工段的冷却效果,使工件温度≤40℃。
(3)喷涂时出漆量太少,或喷涂距离太远,表面沉积漆膜太薄,流平变得困难。
(4)喷枪雾化不良,漆雾颗粒过大,也产生橘纹,降低出漆量并提高压缩空气输出量,改善雾化性能,在流水线生产时,应该采用雾化性更高的高压静电喷涂,需要手工补漆时则采用手提式静电喷枪,并且手工补漆先于自动静电喷漆前进行。因手工静电喷枪的雾粒较自动静电喷枪的粗。
(5)喷涂距高太近,喷距太近虽然涂膜厚有利于流平,但压缩空气的冲击力使厚涂膜产生更大的波纹,反而使流平变差,要避免挂具的摆动,喷枪与工件表面的距一高波动应保持在±5mm内。
(6)涂料粘度过大,涂料粘度大时,喷涂雾化性和湿膜流平性都差,因按施工规范进行兑稀并采用带恒温装置的喷涂设备。
(7)环境温度偏高,或闪干时间不足就进行烘烤。
(8)喷漆室内空气流速太快,使湿膜溶剂快速挥发而难以流平。
(9)底材粗糙易导致短波橘纹,轿车用钢材表面粗糙度(Ra)应小于等于1μm,磷化膜粗糙不均匀,使电泳漆膜不平整,最终影响面漆平整度,中涂主要起填平作用,有较好的流平性,要提高喷涂清洁度,减少表面颗粒,减少打磨,以免中涂漆膜表面被破坏而产生橘皮。
(1o)金属底色漆喷涂太厚且闪干不充分,單清漆时易造成粗糙不平整,因此金属底色漆厚度易在12~14μm之间,尽量薄喷,使铝粉能平行排布经充分闪干而很好地定膜。
(11)在烘干时,上升的热空气流和直接的红外辐射作用往往使垂直面长波纹多于水平面,因此升温段不宜太短,升温时间以7~10min为宜,另外,尽可能地提高單光清漆的厚度并延长闪干流平时间,可以大幅度地减少橘纹,尤其是垂直面的橘纹。
(12)飞散漆雾在己喷漆膜表面的沉积也是造成橘纹的一个因素,应采取相应措施防止喷漆室空气、満流和手工过喷现象。
下一篇: PLC、DCS、FCS三大控
上一篇: 索尔维全系列Solef?PV

型号:3105.200
价格:面议
库存:85
订货号:3105200


